
Hoe kies je tussen zink- en aluminiumgietbuizen
De keuze tussen zink- en aluminiumgietgieten hangt vooral af van de gewichtseisen, de structurele sterkte en het totale productievolume van uw onderdeel. Hoewel aluminium uitblinkt in lichte, hoogtemperatuurtoepassingen, is zink de superieure keuze voor hoogprecisiecomponenten die dunne wanden en maximale gereedschapslevensduur vereisen.
In deze gids leer je om:
- Evalueer mechanische eigenschappen (sterkte versus gewicht).
- Bereken de totale eigendomskosten (TCO) op basis van de levensduur van het gereedschap.
- Vergelijk ontwerplimieten voor wanddikte en toleranties.
- Identificeer het ideale gietproces (Warme versus Koude Kamer) voor jouw toepassing.
Fundamentele materiaaleigenschappen: Zink versus Aluminium
Het besluitvormingsproces begint met de fysieke kenmerken van de legeringen. Aluminium staat bekend om zijn lage dichtheid (ongeveer 2,7 g/cm³), waardoor het de standaard is voor de auto- en ruimtevaartindustrie, waar elke besparing van de gram brandstofefficiëntie leidt. Zink daarentegen is aanzienlijk dichter (ongeveer 6,6 g/cm³), wat zorgt voor een "premium" gevoel en een hogere slagsterkte.
Zinklegeringen, met name Zamak 3 en Zamak 5, hebben een lagere smeltpunt dan aluminium. Dit maakt een gietproces in de warme kamer mogelijk dat minder corrosief is voor de machine en aanzienlijk energiezuiniger. Aluminiumlegeringen zoals A380 vereisen hogere temperaturen, waardoor koudekamermachines nodig zijn om te voorkomen dat het gesmolten metaal het zuigersysteem aantast.
Veelvoorkomende fouten om te vermijden:
- Aangenomen dat zink altijd duurder is: Hoewel de grondstofprijs per kg vaak hoger is voor zink, kunnen de snellere cyclustijden en het lagere energieverbruik de prijs per onderdeel verlagen.
- Thermische geleidbaarheid over het hoofd zien: aluminium is een superieur koelafleidingsmateriaal; het gebruik van zink voor componenten met hoge warmteafvoer kan leiden tot thermische uitval.
Procesverschillen: Warme kamer versus koude kamer
De gietmethode is een direct gevolg van het smeltpunt van het materiaal. Zink maakt gebruik van het Hot Chamber-proces, waarbij het injectiemechanisme wordt ondergedompeld in het gesmolten metaal. Dit maakt snelle "ganzennek"-injectie mogelijk, wat resulteert in cyclustijden die tot wel twee keer zo snel kunnen zijn als die van aluminium.
Aluminium vereist het Cold Chamber-proces. Bij deze methode wordt voor elke schot gesmolten metaal in de koude kamer geschept. Hoewel dit voorkomt dat het aluminium de injectieapparatuur smelt, verhoogt het de cyclustijden en de arbeidskosten. Als uw project miljoenen kleine onderdelen vereist, compenseert de snelheid van het zink warme kamerproces vaak de hogere materiaalkosten.
Ontwerpbeperkingen: wanddikte en toleranties
Precisie is waar zink echt uitblinkt. Omdat zink bij lagere temperaturen zeer vloeibaar is, kan het in ongelooflijk nauwe ruimtes stromen die aluminium niet kan bereiken zonder voortijdige stolling.
Thin Wall Capabilities
Zink kan wanddiktes bereiken van slechts 0,5 mm, terwijl aluminium doorgaans minimaal 1,0 tot 1,5 mm vereist om structurele integriteit te waarborgen. Dit maakt electronics precisie zinklegeringsonderdelen voor connectoren de industriestandaard, omdat ze miniaturisatie mogelijk maken zonder in te leveren op sterkte.
Precisie & Secundaire Bewerking
Zinkgietstukken krijgen vaak een "netvorm", wat betekent dat ze direct uit de mal klaar zijn voor gebruik. Aluminium vereist doorgaans meer secundaire bewerking om aan strakke toleranties te voldoen. Zink kan vaak voldoen aan IT9 precisiegraden, terwijl aluminium meestal binnen IT11 of IT12 valt. Deze precisie is cruciaal voor
Totale Eigendomskosten (TCO) Analyse
Bij het berekenen van ROI is het kijken naar de prijs van het metaal alleen al een valstrik. Je moet rekening houden met Tooling ROI.
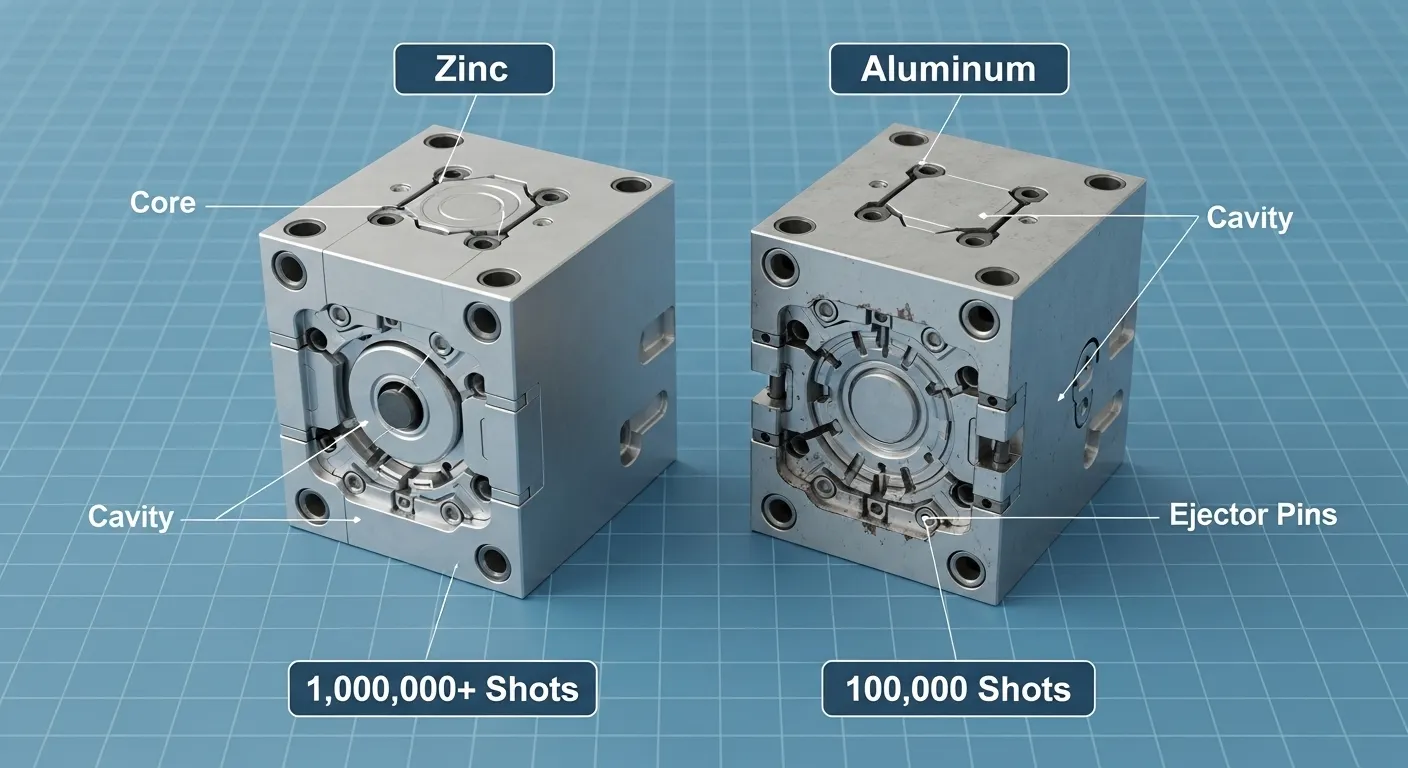
- Gereedschapslevensduur: Zink is niet-schurend en heeft een laag smeltpunt. Een hoogwaardig H13-stalen gereedschap voor zink kan meer dan 1.000.000 shots meegaan (moet worden gecontroleerd).
- Beperkingen van aluminium: Aluminium is schurender en werkt bij hogere temperaturen. Een aluminium gietgereedschap vereist doorgaans renovatie of vervanging na 100.000 tot 150.000 schoten (moet worden gecontroleerd).
Als je productie 500.000 eenheden bedraagt, heb je één zinkgereedschap nodig, maar mogelijk vier of vijf aluminium gereedschappen. De besparingen in gereedschap maken zink vaak de economischere keuze voor grootschalige, langdurige productie.
Application-Specific Showdown
Automotive & Aerospace
Aluminium is de onbetwiste koning van structurele auto-onderdelen, waarbij gewichtsvermindering de prioriteit is. Voor interne mechanismen heeft zink echter de voorkeur vanwege de slijtvastheid en het vermogen om te worden geplateerd. Er zijn veel voordelen van zinkgieten voor auto-onderdelen, vooral wat betreft duurzaamheid en complexe geometrieën in lockhousings en brandstofsystemen.
Elektronica & Connectoren
Voor EMI/RFI-afscherming levert zink uitstekende prestaties. Het vermogen om in extreem dunne, complexe vormen te worden gegoten maakt het de favoriet voor automotive zink gietonderdelen voor voertuigonderdelen die gevoelige sensoren of elektrische behuizingen bevatten.
Duurzaamheid en recyclebaarheid in 2026
Beide materialen zijn zeer duurzaam. Aluminium en zink zijn 100% recyclebaar zonder hun fysieke eigenschappen te verliezen. In 2026 leggen productienormen een hoge waarde aan energieverbruik. Omdat zink smelt bij een lagere temperatuur, is de "koolstofvoetafdruk per deel" vaak lager dan die van aluminium als je rekening houdt met de energie die nodig is voor de gietcyclus.
Veelgestelde Vragen (FAQ)
Zink is superieur voor dunne wandtoepassingen. Het kan zo dun worden gegoten als 0,5 mm, terwijl aluminium doorgaans wanden van minstens 1,0 mm vereist om ervoor te zorgen dat het metaal de mal volledig vult.
Zink zorgt voor een veel gladdere "as-cast" oppervlakteafwerking. Dit maakt het makkelijker en goedkoper om te platen, schilderen of poedercoaten vergeleken met aluminium, dat vaak een intensievere oppervlaktevoorbereiding vereist.
Zinkgereedschappen kunnen tot 10 keer langer meegaan dan aluminium gereedschappen. Een zinkmatrijs kan vaak meer dan 1 miljoen onderdelen produceren, terwijl een aluminium matrijs meestal na 100.000 tot 150.000 cycli vervangen moet worden.
Aluminium heeft een betere natuurlijke corrosiebestendigheid door de vorming van een beschermende oxidelaag. Zink vereist meestal een secundaire coating, zoals plating of chromatering, om de duurzaamheid van aluminium te evenaren.
Nee, zink verliest aanzienlijk zijn sterkte als de temperatuur boven de 100°C uitkomt. Voor toepassingen met hoge warmte, zoals motoronderdelen of koellichamen, is aluminium de betere keuze.
Definitieve Selectiechecklist
Om uw definitieve beslissing te nemen, stelt u deze vier vragen:
- Is gewicht de primaire beperking? Zo ja, kies dan aluminium.
- Heeft het onderdeel submillimeterprecisie nodig of ultradunne wanden? Zo ja, kies dan voor zink.
- Is het productievolume meer dan 200.000 stuks? Zo ja, dan biedt zink meestal een betere ROI op gereedschap.
- Zal het onderdeel worden blootgesteld aan hoge hitte (boven 120°C)? Zo ja, kies dan aluminium.
Klaar om aan je volgende project te beginnen? Neem vandaag nog contact op met Sunon-mould voor een technisch consult en een gedetailleerde offerte over uw precisie-gietbehoeften.