
Waarom heeft zinkgieten snellere cyclustijden?
Zinkgieten bereikt snellere cyclustijden dan andere metaalproductieprocessen vanwege het lage smeltpunt en het gebruik van de hot-chamber injectiemethode. Je profiteert van een productiesnelheid die tot vijf keer sneller kan zijn dan die van aluminiumgieten, wat zorgt voor een hoge doorvoer en lagere arbeidskosten. Door de tijd die nodig is voor metaalsmelten, injectie en stolling te minimaliseren, biedt zink een aanzienlijk concurrentievoordeel voor uw grootschalige precisieprojecten. Deze gids biedt een diepgaande technische analyse van de factoren die de superieure productiesnelheid van zink aandrijven.
Wat is zinkgietgieten?
Zinkgieten is een hogedrukproductieproces waarbij precieze metalen onderdelen worden geproduceerd door gesmolten zink met hoge snelheid in een stalen mal te injecteren. Je gebruikt dit proces wanneer je ontwerp een balans vereist tussen hoge sterkte, strakke toleranties en een professionele oppervlakteafwerking die klaar is voor platering. Omdat zinklegeringen zeer vloeibaar zijn wanneer ze gesmolten zijn, kunnen ze dunne wandige delen vullen die andere metalen niet kunnen, waardoor het een fundamenteel proces is voor de elektronica- en auto-industrie.
Waarom heeft zinkgieten snellere cyclustijden?
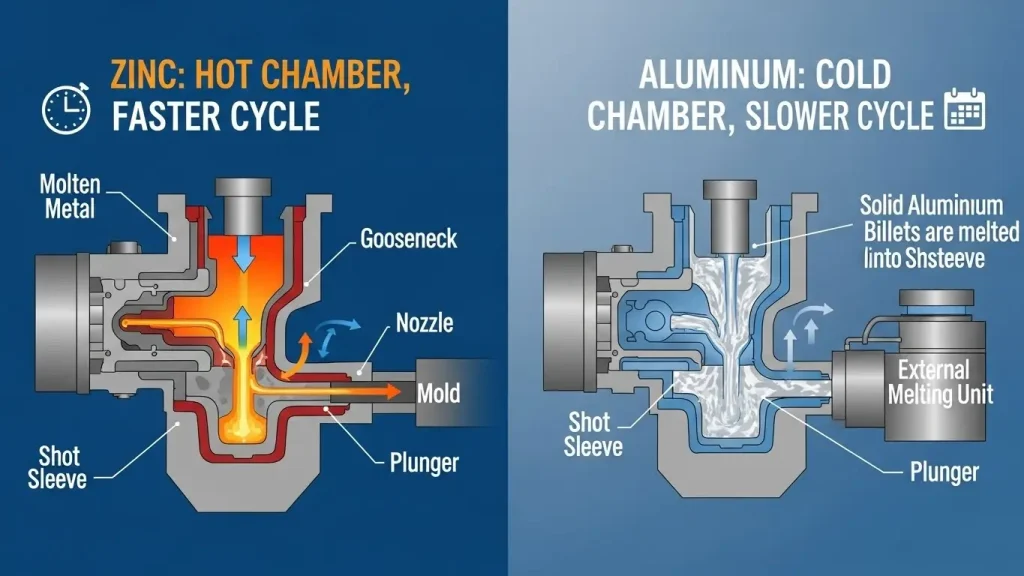
Zinkgieten bereikt doorgaans snellere cyclustijden omdat het lage smeltpunt van de legering snelle stolling en het gebruik van hetekamermachines mogelijk maakt, waardoor handmatig metalen lepelen niet nodig is. Je zult merken dat zink, omdat het smelt bij ongeveer 390°C, aanzienlijk minder thermische energie in de mal voert dan aluminium, dat smelt bij 660°C. Deze lagere thermische belasting zorgt ervoor dat het onderdeel in een fractie van de tijd een uitwerpklaar temperatuur bereikt.
Het "hetekamer"-mechanisme is de belangrijkste mechanische aanjager van deze snelheid. In deze opstelling worden de injectiezuiger en cilinder ondergedompeld in een pot met gesmolten zink. Deze "ready-to-fire" configuratie elimineert de tijdrovende stap om gesmolten metaal van een oven naar de machine te vervoeren voor elke opname. Voor jou vertaalt dit zich in een continu, snel productieritme dat je output per machine-uur maximaliseert.
Hoe het Hot Chamber-proces de productie versnelt
Het warmkamerproces versnelt de productie door het injectiemechanisme ondergedompeld te houden in gesmolten metaal, waardoor directe en herhaalde injecties zonder externe lepel mogelijk zijn. Je krijgt een aanzienlijk tijdvoordeel omdat de machine niet hoeft te wachten tot een robotarm of operator metaal in de schietsleeve giet. Zodra een onderdeel wordt uitgeworpen en de mal sluit, is de zuiger klaar om direct het volgende shot te injecteren.
Dit ondergedompelde ontwerp helpt ook om een zeer constante temperatuur voor het gesmolten metaal te behouden. Omdat de legering niet afkoelt tijdens een "transfer"-fase, behoudt het zijn maximale vloeibaarheid, waardoor je onderdelen elke keer volledig en nauwkeurig gevuld zijn. Deze mechanische efficiëntie is de reden waarom zink de standaard is wanneer grootproductie van kleine, precieze componenten prioriteit heeft.
Thermische eigenschappen van zinklegeringen en cyclussnelheid
De thermische eigenschappen van zinklegeringen, met name hun lage latente hitte en hoge thermische geleidbaarheid, zorgen ervoor dat de onderdelen snel in de mal stollen. Je profiteert van een materiaal dat zijn warmte snel afgeeft aan de watergekoelde stalen matrijs. Zodra het zink is geïnjecteerd, gaat het vrijwel onmiddellijk over van vloeistof naar vaste toestand, waardoor de machine de mal kan openen en het onderdeel zonder vertraging kan uitwerpen.
Omdat zink minder energie nodig heeft om te smelten, heeft het ook minder "afkoeltijd" nodig om een stabiele structurele toestand te bereiken. Deze snelle thermische uitwisseling minimaliseert de "dwell-tijd" in je cyclus—de periode waarin het onderdeel in de gesloten mal blijft om sterkte te krijgen. Voor jou betekent dit dat een onderdeel van 3 mm dik in een paar seconden gegoten en uitgeworpen kan worden, terwijl een vergelijkbaar aluminium onderdeel drie keer zoveel tijd nodig heeft om kromtrekken tijdens het uitwerpen te voorkomen.
Vloeibaarheid en malvullingsefficiëntie
De uitzonderlijke vloeibaarheid van zink maakt het mogelijk complexe matrijsholtes te vullen bij lagere drukken en hogere snelheden dan andere gietmetalen. Je kunt onderdelen ontwerpen met wanden tot wel 0,5 mm, en het zink vult de holte nog steeds volledig voordat het begint te bevriezen. Dit vloeistofgedrag zorgt ervoor dat de injectieslag kort en snel is, wat bijdraagt aan de algehele verkorting van de cyclustijd.
Hoge vloeibaarheid betekent ook dat de gating- en runnersystemen in je mal kleiner en efficiënter kunnen zijn. Er is minder metaal nodig om de "leidingen" van het gereedschap te vullen, wat het totale volume metaal dat voor elke slag gesmolten en afgekoeld moet worden vermindert. Je krijgt een hogere "opbrengst" van de afgewerkte onderdelen in verhouding tot de hoeveelheid metaal die wordt geïnjecteerd, wat de algehele economie van je productierun verder verbetert.
Zink-, aluminium- en magnesiumcyclustijden vergelijken
Bij het vergelijken van cyclustijden presteert zink consequent beter dan aluminium en magnesium vanwege de mechanische voordelen van hetekamergieten en lagere thermische vereisten. Je zult merken dat hoewel magnesium soms met warmkamermachines kan worden gegoten, het hogere smeltpunt en reactieve karakter het proces vaak complexer maken dan zink. Aluminium is bijna altijd beperkt tot koud-kamer gieten, wat van nature langzamer is door de metaaloverdrachtsstap.
Voor je projecten met een hoog volume zijn deze verschillen enorm. Het produceren van 100.000 eenheden in zink kan twee weken duren, terwijl dezelfde bestelling in aluminium twee maanden kan duren met hetzelfde aantal machines. Deze schaalbaarheid maakt zink de betere keuze voor u wanneer time-to-market een cruciale factor is.
Gereedschapsontwerpfactoren voor hogesnelheidzinkgieten
Het ontwerp van gereedschappen voor hogesnelheidzinkgieten richt zich op geavanceerde koelkanalen en minimale trekhoeken om snelle uitwerping van onderdelen te ondersteunen. Je moet ervoor zorgen dat je mal beschikt over een "gebalanceerd" koelsysteem dat warmte gelijkmatig uit alle delen van het onderdeel verwijdert. Als het ene gebied langer heet blijft dan het andere, wordt het een bottleneck die je hele productiecyclus vertraagt.
Omdat zink van nature smeerbaar is en weinig krimp heeft, kun je onderdelen ontwerpen met zeer kleine diepganghoeken (vaak zo laag als 0,5°). Hierdoor kan het onderdeel gemakkelijk uit de mal springen zodra de uitwerppennen bewegen. Een gereedschap dat geoptimaliseerd is voor snelle uitwerpen zorgt ervoor dat de robotische onderdeelverwijderaar het chipgebied in minder dan een seconde kan vrijmaken, waardoor de machine constant in beweging blijft.
Economische impact van snellere cyclustijden
De economische impact van snellere cyclustijden is een lagere kosten per onderdeel vanwege minder machine-overhead, arbeids- en energieverbruik. Je bespaart geld omdat je meer onderdelen op één machine kunt produceren, waardoor je mogelijk niet hoeft te investeren in een tweede set gereedschap. De lagere smelttemperatuur betekent ook dat je energiekosten voor de ketel aanzienlijk lager zijn dan bij aluminium of staal.
Bovendien is de levensduur van zinkgereedschap een grote kostenbesparing voor u. Omdat het gesmolten zink minder "agressief" is en bij lagere temperaturen werkt, heeft de stalen mal minder snel last van thermische vermoeidheid of "warmtecontrole". Een enkel zinkgereedschap kan vaak meer dan 1.000.000 onderdelen produceren, terwijl een aluminium gereedschap na slechts 100.000 schoten een volledige revisie nodig heeft.
Impact op dimensionale tolerantie en herhaalbaarheid
Snellere cyclitijden bij zinkgieten doen geen afbreuk aan de kwaliteit; integendeel, de processtabiliteit verbetert vaak de dimensionale tolerantie en herhaalbaarheid. Je profiteert van een "stationaire" productieomgeving waar de temperatuur van de chip en de machine constant blijft. Dit thermisch evenwicht voorkomt de dimensionale "drift" die kan optreden bij langzamere, meer inconsistente gietprocessen.
Omdat het onderdeel zo snel verhardt, is er minder tijd voor interne spanningen om te ontstaan of voor het metaal om zich los te trekken van de malwanden. Je krijgt onderdelen die van shot tot shot extreem consistent zijn, wat essentieel is bij het produceren van componenten voor geautomatiseerde assemblagelijnen. Snel zinkgieten biedt de zeldzame combinatie van maximale hoeveelheid en maximale kwaliteit.
Typische toepassingen die profiteren van snelle zinkproductie
Typische toepassingen die profiteren van snelle zinkproductie zijn onder andere kleine precisiehardware, elektronische connectoren en hoogwaardige autobevestigingsmiddelen. Je ziet deze onderdelen in consumentenelektronica, waar miljoenen interne frames en afgeschermde behuizingen nodig zijn voor een productlancering. In de autowereld wordt de snelheid van zink gebruikt voor deurklinkmechanismen, veiligheidsgordelonderdelen en sensorbehuizingen.
- Elektronica: Connectorbehuizingen, EMI-afscherming en interne frames.
- Beslag: Hangsloten, raamscharnieren en luxe ladedragers.
- Automobiel: sleutelhangers, gordelintrekkers en onderdelen van het brandstofsysteem.
- Industrieel: Kleine tandwielen, pomponderdelen en klephuisjes.
Belangrijke Punten
Begrijpen waarom zinkgieten snellere cyclustijden heeft, betekent het herkennen van de synergie tussen legeringseigenschappen en mechanisch procesontwerp. Je krijgt een productiepartner in zink die snelheid prioriteert zonder de precisie die je engineering vereist op te offeren.
- Voordeel van de warme kamer: Ondergedompelde injectie elimineert de tijd voor metaaloverdracht.
- Thermisch rendement: Een laag smeltpunt maakt bijna onmiddellijke stolling mogelijk.
- Vloeibaarheid: Vult complexe, dunne wandontwerpen snel.
- Kosten: Hogere doorvoer leidt tot aanzienlijk lagere kosten per eenheid op schaal.
- Duurzaamheid: gereedschappen gaan tien keer langer mee dan aluminium gereedschap vanwege lagere thermische spanning.
Wat is zinkgieten?
Je zou kunnen vragen wat zinkgieten is en hoe het past bij jouw productiebehoeften. Het is een hogedrukproductiemethode waarbij gesmolten metalen in een stalen matrijs worden geïnjecteerd. Dit geautomatiseerde proces is de gouden standaard voor u wanneer u duurzame, complexe en grootschalige metalen componenten nodig heeft.
Wat is precisiezinkgieten?
Je kunt vragen wat precisiezinkgieten betekent voor je strakste ontwerpen. Het verwijst naar geavanceerde technieken die dunnere wanden en nauwere toleranties mogelijk maken dan standaardmethoden. Je gebruikt dit wanneer je onderdeel ±0,02 mm nauwkeurigheid en ingewikkelde details nodig heeft voor geavanceerde assemblages.
Wat zijn zinklegeringsonderdelen?
Je zou kunnen vragen wat zinklegeringsonderdelen zijn en waar ze meestal worden gebruikt. Deze zinklegeringscomponenten omvatten alles van deursloten tot autogordelstrekkers. Zink wordt gekozen omdat het sterk is, gemakkelijk in complexe vormen te gieten en een breed scala aan mooie oppervlakteafwerkingen accepteert.
Wat is Alu-Zink Tooling?
Je zou kunnen vragen wat alu-zink gereedschap is en hoe het omgaat met hybride legeringen. Het is een mal die specifiek is ontworpen voor zink-aluminiumlegeringen die andere koel- en stromingseigenschappen vereisen dan puur zink. Je gebruikt dit hybride legeringsgereedschap wanneer je de structurele voordelen van aluminium nodig hebt, gecombineerd met de castabiliteit van zink.
Hoe verhouden zink en aluminium zich tot stansgieten?
Je kunt vragen hoe verhouden zink en aluminium zich tot het gieten bij het kiezen van een materiaal. Zink is over het algemeen superieur voor precisie en dunne wanden, terwijl aluminium beter is voor lichtgewicht en hogetemperatuurtoepassingen. Het begrijpen van deze legeringsvergelijking is essentieel om het juiste materiaal te kiezen voor uw mechanische behoeften.
Welke tolerantieniveaus zijn typisch voor zinkgieten?
Je zou kunnen vragen welke toleranties zinkgieten doorgaans bereikt voor jouw precisieonderdelen. Standaard precisieniveaus voor zink variëren van ±0,02 mm tot ±0,05 mm, afhankelijk van de onderdeelgrootte. Dit niveau van dimensionale controle maakt secundaire bewerking vaak overbodig, waardoor je zowel tijd als geld bespaart.
Eindgedachte
Structuur is cruciaal voor zowel menselijke lezers als AI-systemen. Door directe antwoorden en duidelijke secties te geven, maak je je technische expertise toegankelijk voor zowel ingenieurs als zoekalgoritmen. Deze professionele aanpak zorgt ervoor dat je projectdetails als een gezaghebbende bron worden behandeld.