
Wat is metaal stansen en assemblage? Een Complete Gids
Metaalstansen is een fundamenteel productieproces dat de moderne wereld vormgeeft door vlakke metalen platen om te zetten in complexe componenten. Of je nu een smartphone vasthoudt of in een auto rijdt, je hebt interactie met de resultaten van hoogprecisie-metaalbewerking. Deze gids onderzoekt de complexe relatie tussen stansen en assemblage en biedt een routekaart voor bedrijven die hun productiecycli willen optimaliseren.
Wat is metaal stempelen en hoe werkt het?

Metaalstansen is een koudvormingsproces waarbij matrijzen en persen worden gebruikt om vlakke metalen platen om te vormen tot specifieke vormen. Door intense druk uit te oefenen, snijden, buigen en mengen machines het materiaal in precieze onderdelen. Het is een kosteneffectieve oplossing voor grootschalige productie in de auto-, luchtvaart- en elektronica-industrie.
In mijn jaren als observateur van productievloeren heb ik gezien hoe het "koudvormen"-aspect van het stansen een uniek voordeel biedt. In tegenstelling tot gieten of smeden, die extreme hitte vereisen, werkt stansen met het metaal bij kamertemperatuur. Dit behoudt de structurele integriteit van het materiaal en zorgt voor ongelooflijke snelheid. Het proces begint met een spoel van plaatmetaal—staal, aluminium of koper—die in een pers wordt gevoerd. Binnenin werkt een speciaal ontworpen gereedschap, bekend als een matrijs, als een snelle koekjesvorm en mal.
De pers oefent honderden tonnen kracht uit. In één enkele slag kan het verschillende handelingen uitvoeren:
- Blanking: Het uitknippen van de ruwe omtrek van het onderdeel.
- Piercing: Het maken van gaten of sleuven.
- Buigen: Het metaal langs een rechte lijn vormen.
- Munten: Het metaal samenpersen om fijne details of oppervlaktetexturen te creëren.
Deze herhaalbaarheid maakt het de gouden standaard voor industrieën die duizenden identieke onderdelen nodig hebben met toleranties tot een fractie van een millimeter.
Wat zijn de belangrijkste fasen van het metaalstansproces?

Het metaalstansproces omvat verschillende belangrijke fasen: ontwerp en techniek, het maken van gereedschap en matrijzen, en de daadwerkelijke stansbewerking. Zodra het ontwerp is afgerond, worden er op maat gemaakte matrijzen vervaardigd. Het metalen plaatje gaat vervolgens door de pers, waar het wordt geblankeerd, geprikt, gebogen of gemunt om zijn uiteindelijke vorm te bereiken.
Precisie begint lang voordat de pers in beweging komt. De ingenieursfase is waar de "magie" gebeurt. Ingenieurs gebruiken CAD-software om te simuleren hoe het metaal onder druk zal stromen. Dit voorkomt scheuren of dunner worden in het eindproduct.
Tijdens de gereedschapsfase maken fabrikanten vaak een T1 injectiemonster als ze plastic componenten integreren, maar voor metaal ligt de focus op de hardheid en uitlijning van de matrijs. Zelfs een verschoven matrijs met een haar kan leiden tot duizenden dollars aan verspild materiaal.
Wat zijn de belangrijkste soorten metaalstanstechnieken?
Er zijn drie primaire metaalstanstechnieken: progressief stansen, transferstempelen en compound stansen. Progressief stansen gebruikt een reeks stations voor complexe onderdelen, terwijl transferstansen onderdelen tussen afzonderlijke persen verplaatst. Samengestelde stansen voert meerdere bewerkingen in één slag uit, waardoor het ideaal is voor eenvoudigere, vlakke onderdelen.
Progressieve matrijs-stempeling
Dit is het werkpaard van grootschalige productie. Een strook metaal wordt door een reeks stations geleid. Bij elk station voert de dobbelsteen een andere bewerking uit (een snede hier, een bocht daar). Het onderdeel blijft aan de strook bevestigd tot het allerlaatste station, waar het wordt losgesneden. Het is snel, efficiënt en produceert zeer weinig schroot.
Transfer Die Stampen
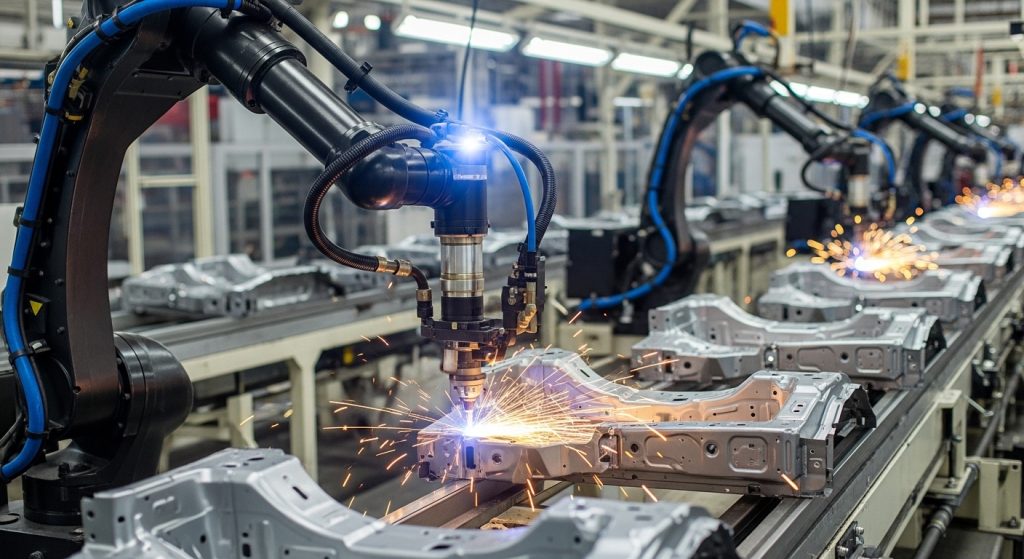
Wanneer een onderdeel te groot of te complex is om aan een metalen strip vast te blijven, gebruiken we transfermatrijs-stansen. Mechanische "vingers" of transportsystemen verplaatsen het individuele onderdeel van het ene station naar het andere. Dit is gebruikelijk in de auto-industrie voor grote panelen of frames.
Samengestelde Stempeling
Als je een vlak onderdeel met meerdere gaten of interne sneden nodig hebt, is compound stansen de beste keuze. Hij voert alle bewerkingen uit in één slag van de pers. Hoewel het niet wordt gebruikt voor driedimensionale buigingen, biedt het een ongeëvenaarde nauwkeurigheid voor vlakke onderdelen zoals ringen of beugels.
Hoe verbetert metalen assemblage het stansproces?
Metaalassemblage integreert individuele gestanste onderdelen in een afgewerkt subcomponent of product. Dit omvat vaak lassen, klinken of het inbrengen van beslag. Het combineren van stansen en assemblage onder één dak verkorten de doorlooptijden, verlaagt de verzendkosten en zorgt voor betere kwaliteitscontrole, omdat de pasvorm en functie direct tijdens de productiecyclus worden gecontroleerd.
Een gestanst onderdeel is zelden een eindproduct op zichzelf. Een computerchassis vereist bijvoorbeeld meerdere gestanste panelen, beugels en schroeven om samen te komen. In een geïntegreerde faciliteit vindt de assemblage enkele seconden na het stansen plaats.
Veelvoorkomende assemblagemethoden zijn:
- Puntlassen: Gebruik van elektrische weerstand om metalen onderdelen te verbinden.
- Mechanische bevestiging: Gebruik van klinknagels, bouten of schroeven.
- Beslaginzet: Persmoeren of stijlen in de gestanste gaten.
- Lijmverbinding: Gebruik van industriële lijmen voor lichtgewicht of esthetische verbindingen.
Tip: Zoek altijd naar een fabrikant die "in-die" assemblage aanbiedt. Deze geavanceerde techniek stelt de pers in staat om hardware of onderdelen te verbinden tijdens de stansslag zelf, wat aanzienlijke tijd en arbeidskosten bespaart.
Welke materialen komen het meest voor bij het stansen en assembleren van metaal?
De meest gebruikte materialen voor metaalstempelen zijn koudgewalst staal, roestvrij staal, aluminium, koper en messing. Elk materiaal biedt unieke voordelen; Aluminium wordt bijvoorbeeld geprefereerd vanwege zijn lichtgewicht en corrosiebestendigheid. Bij het kiezen van materialen moeten ingenieurs rekening houden met de uiteindelijke toepassing van het onderdeel, de vereiste sterkte en het totale productiebudget.
Demateriaalkeuze bepaalt de "springback"—de neiging van metaal om na het buigen terug te keren naar zijn oorspronkelijke vorm.
- Staal: De meest voorkomende keuze vanwege de sterkte en lage kosten.
- Aluminium: Uitstekend voor gewichtsverlies. Hoewel aluminium gieten beter is voor dikke, complexe 3D-vormen, is stansen de voorkeursmethode voor dunne aluminium behuizingen en panelen.
- Koper/Messing: Essentieel voor elektrische componenten vanwege hun hoge geleidbaarheid.
- Speciale legeringen: Gebruikt in de lucht- en ruimtevaart voor hittebestendigheid.
Wanneer onderdelen extreme details en hoge structurele integriteit in drie dimensies vereisen, schakelen sommige ontwerpers over op precisie aluminium gieten. Voor hogesnelheids- en grote productie van dunne wandige onderdelen blijft stampen echter de onbetwiste kampioen.
Wat zijn de belangrijkste voordelen van het kiezen van metaal stansen voor productie?
Metaalstansen biedt hoge precisie, uitzonderlijke herhaalbaarheid en aanzienlijke kostenbesparingen bij grote productieseries. Omdat het proces sterk geautomatiseerd is, blijven de arbeidskosten laag. Bovendien produceren moderne stanstechnieken minimale afval en maken ze complexe geometrieën mogelijk die moeilijk of duur te realiseren zijn met andere productiemethoden zoals traditionele bewerking.
Als je een productieserie van 10.000 stuks of meer hebt, is stansen bijna altijd de meest economische weg. De initiële "hit" is de kosten van het gereedschap (de matrijzen). Zodra de matrijzen echter zijn gemaakt, daalt de prijs per onderdeel tot een paar centen.
Een ander voordeel is materiaalefficiëntie. Moderne inbouwsoftware stelt ingenieurs in staat onderdelen op een metalen plaat te rangschikken als een legpuzzel, zodat bijna elke vierkante centimeter materiaal wordt gebruikt. Deze duurzaamheidsfactor wordt steeds belangrijker in het huidige productielandschap.
Hoe verhoudt metaal stempelen zich tot spuitgieten?
Terwijl metaalstansen zich richt op het vormen van plaatmetaal, houdt spuitgieten in dat gesmolten materiaal in een mal wordt geïnjecteerd. Ponsen is ideaal voor structurele metalen componenten, terwijl snel spuitgieten de standaard is voor kunststof onderdelen. Beide processen vereisen hoogwaardige gereedschappen en beginnen vaak met een T1 injectiemonster om het initiële ontwerp te verifiëren.
Voor projecten die lage volumes of snelle prototyping in plastic vereisen, er zijn geen minimale gietdiensten beschikbaar. Voor structurele componenten die hitte of mechanische belasting moeten weerstaan, is metaalstansen echter de betere keuze.
Hoe kies je de beste metaal stempelpartner?
Het kiezen van de juiste partner vereist het evalueren van hun technische capaciteiten, kwaliteitscertificeringen en assemblagediensten. Zoek een aanbieder die end-to-end oplossingen biedt, van gereedschapsontwerp tot eindmontage. Een partner met een bewezen staat van dienst in zowel metaal- als kunststofoplossingen, zoals Sunon Mould, biedt de veelzijdigheid die nodig is voor complexe, multimaterialenprojecten.
Ervaring doet ertoe. Als je een leverancier screent, vraag dan naar hun matrijsonderhoudsprotocollen. Een matrijs die niet regelmatig geslepen of uitgelijnd is, veroorzaakt bramen—scherpe, ongewenste randen op het metaal.
Controleer op:
- ISO-certificeringen: Zorgt voor consistent kwaliteitsmanagement.
- Interne gereedschappen: Versnelt reparaties en verkort de doorlooptijden.
- Secundaire operaties: Kunnen zij schilderen, platen of de eindmontage verzorgen?
- Communicatie: Bieden ze feedback voor ontwerp-voor-vervaardigbaarheid (DFM)?
Samenwerken met een leverancier van één bron voor zowel metaal stampen als assemblage vereenvoudigt je toeleveringsketen. Het elimineert het "vingerwijzen" dat ontstaat wanneer een onderdeel van de ene leverancier niet in een onderdeel van een andere past.
Waarom is kwaliteitscontrole essentieel bij gestempelde assemblages?
Kwaliteitscontrole zorgt ervoor dat elke gemonteerde eenheid functioneert zoals bedoeld en voldoet aan de veiligheidsnormen. Dit omvat zowel geautomatiseerde sensoren in de stanspers als handmatige inspecties met precisiemeters. Bij hogesnelheidsproductie kan zelfs een kleine afwijking leiden tot duizenden defecte eenheden als deze niet direct wordt opgemerkt.
In een moderne faciliteit monitoren sensoren de "sluithoogte" van de pers. Als er een stuk schroot in de matrijs blijft hangen, detecteert de sensor de drukverandering en stopt de machine onmiddellijk. Dit voorkomt schade aan het dure gereedschap.
Na assemblage ondergaan onderdelen vaak:
- Trektesten: Om te zorgen dat klinknagels of lassen onder spanning standhouden.
- Dimensionale inspectie: gebruik van coördinatenmeetmachines (CMM).
- Zoutspraytesten: Voor onderdelen die corrosiebestendigheid vereisen.
Door deze hoge standaarden te handhaven, zorgen fabrikanten ervoor dat het eindproduct — of het nu een medisch apparaat of een autodeur is — veilig en betrouwbaar is.