
Lassen en poedercoating: Best practices voor duurzaamheid
Lassen en poedercoating vormen de gouden standaard voor het maken van industriële componenten die bestand zijn tegen de tand van tijd en omgevingsbelasting. Wanneer deze twee processen met precisie worden uitgevoerd, creëren ze een synergetische verbinding die ongeëvenaarde corrosiebestendigheid en esthetische aantrekkingskracht biedt. Om dit niveau van duurzaamheid te bereiken, is er echter meer nodig dan alleen een sterke kraal en een spuitpistool. Het vereist een diepgaand begrip van metallurgie, oppervlaktechemie en de fysische interacties tussen door warmte beïnvloede zones en polymeerharsen. Deze gids onderzoekt de geavanceerde technieken die nodig zijn om de overgang van de lasbank naar de coatingoven te beheersen.
Waarom is de relatie tussen lassen en poedercoating cruciaal voor duurzaamheid?
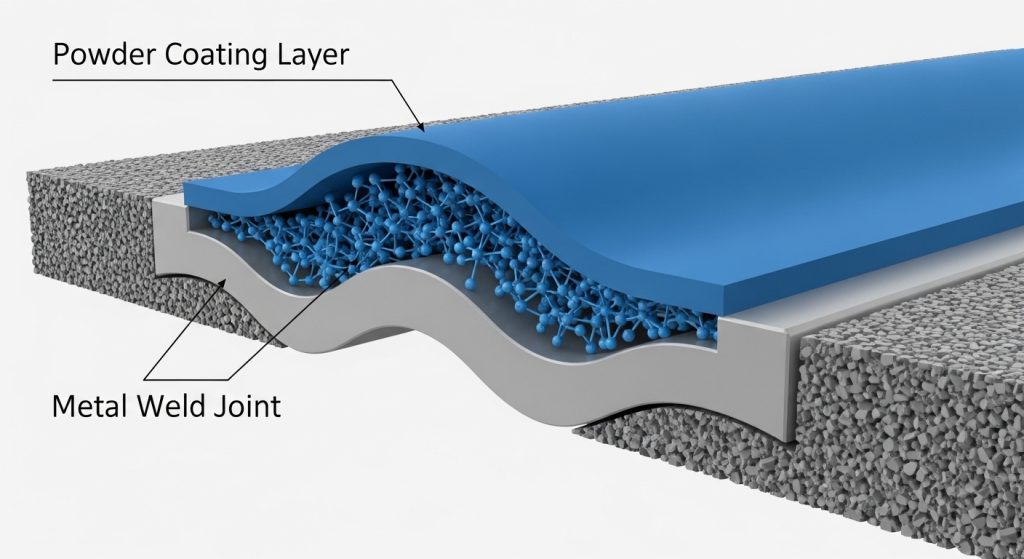
De relatie tussen lassen en poedercoating is cruciaal omdat de kwaliteit van de las direct bepaalt hoe goed de hechting en levensduur van de coating is. Ongoed afgewerkte lassen bevatten verontreinigingen, slak en porositeit die voortijdig coating laten falen. Een naadloze overgang zorgt ervoor dat de beschermende laag intact blijft onder mechanische en omgevingsbelasting.
In professionele productie is de las geen op zichzelf staand kenmerk; het vormt de basis voor de uiteindelijke afwerking. Als een las poreus is of vastgehouden gassen bevat, zal de hitte van de poedercoatingoven—meestal variërend van 375°F tot 400°F—ervoor zorgen dat die gassen uitzetten. Dit leidt tot "uitgassen", wat onaantrekkelijke belletjes of gaatjes in de afwerking veroorzaakt. Voor hoogprecisieprojecten, zoals die met
Bovendien beïnvloedt de geometrie van een gelaste verbinding het "Faraday-kooi"-effect tijdens het elektrostatische spuitproces. Strakke hoeken of diepe insparingen die door complexe laswerken ontstaan, kunnen poeder afstoten, waardoor het metaal kwetsbaar is voor roest. Het begrijpen van deze fysica-gebaseerde interacties is wat een standaardonderdeel onderscheidt van een industrieel onderdeel dat is ontworpen voor decennia van dienst.
Wat zijn de beste lastechnieken voor onderdelen die bedoeld zijn voor poedercoating?

De beste lastechnieken voor poedercoating zijn het gebruik van gaswolfbooglassen (TIG) voor precisie en minimale schoonmaak, of gasmetaalbooglassen (MIG) met specifieke afschermingsgassen om spatten te verminderen. Het prioriteren van schone, continue ballen boven intermitterende "tack"-lassen voorkomt vochtafscheid en zorgt voor een uniform oppervlak voor harsbinding.
Het kiezen van het juiste proces hangt vaak af van het materiaal en de vereiste productiesnelheid. Hier volgt een overzicht van hoe verschillende technieken de uiteindelijke afwerking beïnvloeden:
TIG Welding (GTAW) voor superieure esthetiek
TIG-lassen heeft vaak de voorkeur voor hoogstaand metaalwerk omdat het ongelooflijk schone, slakkvrije verbindingen produceert. Omdat er geen flux bij betrokken is, is het risico op chemische besmetting aanzienlijk lager. Voor componenten die
MIG-lassen (GMAW) voor efficiëntie en sterkte
MIG-lassen is het werkpaard van industriële assemblage. Toch ontstaat er meer "spatten"—kleine bolletjes gesmolten metaal die aan het omliggende oppervlak blijven plakken. Als deze niet worden verwijderd, ontstaan er "puistjes" onder de poedercoating. Om MIG te optimaliseren voor coating:
- Gebruik een mengsel van afschermingsgas met veel argon om spatten te verminderen.
- Vermijd siliconen-gebaseerde anti-spattersprays; deze zijn "gif" voor poedercoatinghechting.
- Zorg ervoor dat de draadvoeding consistent is om "koude lappen" te voorkomen waar het poeder niet doordringt.
Hoe bereid je gelaste verbindingen voor voordat je poedercoating aanbrengt?
Het voorbereiden van gelaste verbindingen vereist een proces in drie stappen: mechanisch slijpen om bramen en spatten te verwijderen, grondig ontvetten om oliën te elimineren, en chemische voorbehandeling om een conversiecoating te creëren. Deze grondige reiniging zorgt ervoor dat het poeder chemisch en mechanisch aan het metaal bindt, waardoor het 'kruipen' van corrosie onder de afwerking wordt voorkomen.
Oppervlaktevoorbereiding is 90% van het werk bij elk coatingproject. Voor gelaste assemblages ondergaat de "Heat Affected Zone" (HAZ) moleculaire veranderingen die kunnen beïnvloeden hoe oxiden gevormd worden.
Mechanische Voorbereiding
Elke laskraal moet worden geïnspecteerd op scherpe randen. Poedercoating trekt tijdens het uithardingsproces van nature weg van scherpe hoeken (een fenomeen dat "edge pull" wordt genoemd), waardoor het metaal dun en bloot blijft.
- Slijpen: Gebruik een 60-80 korrel klepschijf om het lasprofiel glad te maken.
- Radiusranden: Zorg ervoor dat alle scherpe hoeken afgerond zijn tot minstens een straal van 2 mm.
- Spatverwijdering: Gebruik een beitel of staalwiel om ervoor te zorgen dat het basismetaal perfect vlak is.
Chemische voorbehandeling
Na mechanische reiniging moeten de onderdelen—vooral die van metaalstansonderdelenproductielijnen—een meerstaps-wash ondergaan. Dit omvat meestal een alkalische reiniger om werkplaatsoliën te verwijderen en een bad van ijzer of zinkfosfaat. Deze chemische laag fungeert als anker voor het poeder en biedt een secundaire verdedigingslinie als de coating ooit wordt bekrast.
Tip: Als je met aluminium lassen werkt, gebruik dan altijd een ontoxidator. Aluminium vormt vrijwel direct na het lassen een "smut" of oxidelaag die kan voorkomen dat het poeder blijft plakken.
Welke veelvoorkomende lasfouten veroorzaken poedercoatingfalen?
Veelvoorkomende lasfouten die falen veroorzaken zijn porositeit, wat leidt tot uitgassende bellen, en gevangen slak, waardoor de coating niet aan het metaal hecht. Rest-lasflux of siliconen-gebaseerde anti-spatmiddelen veroorzaken ook "fish-eyes" of kratervorming in de afwerking, omdat ze chemisch incompatibel zijn met poederharsen.
Het begrijpen van deze fouten is essentieel om een productielijn van hoge kwaliteit te behouden.
Het probleem van uitgassing
Uitgassen is de "stille moordenaar" van poedercoating. Wanneer een las poreus is—wat betekent dat er kleine interne luchtzakjes zijn—bevatten die lucht en vocht. Wanneer het onderdeel de 400°F uithardingsoven binnenkomt, zet de lucht uit en dwingt zich een weg naar buiten via het gesmolten poeder.
- De oplossing: Gebruik een "OOG" (Outgassing Forgiving) poederprimer. Deze primers blijven langer "open" in de oven, waardoor gassen kunnen ontsnappen voordat het uiteindelijke oppervlak afdicht.
- Voorverwarmen: Plaats het gelaste deel 30 minuten in de oven voordat je het coatt om de gassen te "garen".
Slak- en fluxverontreiniging
Als je Stick (SMAW) of Flux-Cored (FCAW) laswerk gebruikt, laat de flux een glasachtige coating achter op de las. Als er zelfs maar een microscopische hoeveelheid overblijft, hecht het poeder zich aan de slak in plaats van aan het metaal. Wanneer het onderdeel trilt of thermische uitzetting ondervindt, springt de slak los en neemt de coating mee. Daarom vermijden aluminiumlegering gietmachineonderdelen meestal fluxzware lasprocessen.
Hoe beïnvloeden verschillende metaaltypen het las- en coatingproces?
Verschillende metaalsoorten, zoals koolstofstaal, aluminium en roestvrij staal, vereisen unieke lasvullingen en voorbehandelingschemie om duurzaamheid te garanderen. Koolstofstaal is gevoelig voor snelle oxidatie (roest), terwijl aluminium specifieke AC-lasfrequenties en chromatvrije omzettingen vereist om te voorkomen dat het poeder afbladdert in vochtige omgevingen.
Koolstofstaal
Dit is het meest voorkomende materiaal voor gelaste assemblages. Het is makkelijk te lassen, maar vereist de meest agressieve corrosiebescherming. Een zinkrijke poederprimer wordt vaak aanbevolen over de lasverbindingen vóór de laatste kleurlaag.
Aluminium en gegoten legeringen
Lassen gietmachine, gietmachinecomponenten of aluminium extrusies vereist een hoge warmtegeleidingsbeheer. Aluminium is ook gevoeliger voor uitgassing omdat gietmetalen van nature poreuzer zijn dan gewalst staal.
- Deskundig advies: Bij het lassen van aluminium voor coating, gebruik 4043 vulstaaf in plaats van 5356 als het onderdeel wordt blootgesteld aan hogetemperatuurpoederuitharding, omdat 5356 soms gevoelig kan worden voor spanningscorrosie.
Wat zijn de industrienormen voor het testen van gecoate gelaste verbindingen?
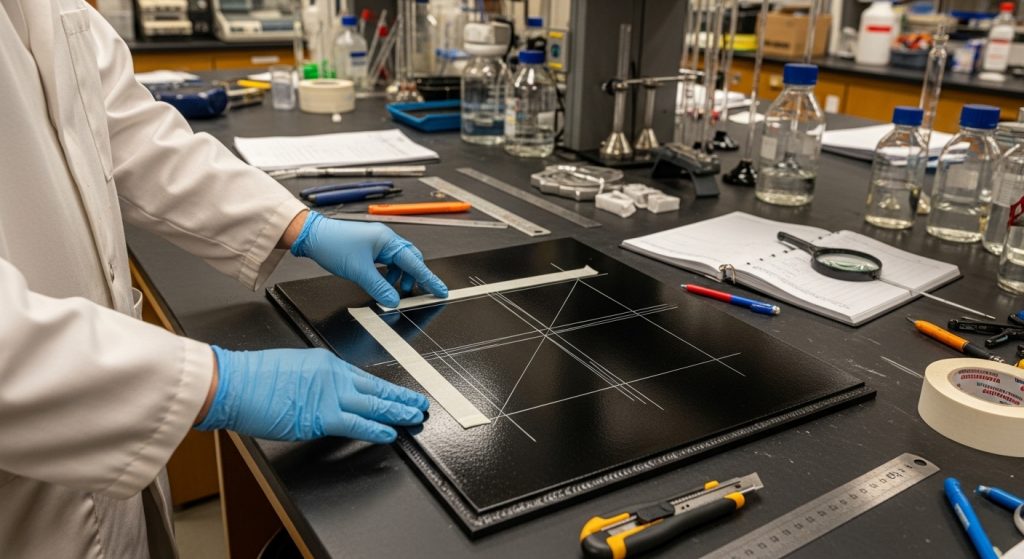
Industrienormen voor testen zijn onder andere de Cross-Hatch Adhesion Test (ASTM D3359), de Salt Spray Test (ASTM B117) en Impact Resistance Test. Deze protocollen zorgen ervoor dat de binding tussen de las, de warmte-geïntroduceerde zone en de poedercoating bestand is tegen mechanische vervorming en corrosieve atmosferen zonder te delamineren.
Om ervoor te zorgen dat uw onderdelen voldoen aan wereldwijde kwaliteitsnormen, voert u deze tests regelmatig uit:
- Cross-Hatch Test: Een rooster in de coating snijden en speciale tape aanbrengen om te zien of er "vierkanten" van de coating loskomen. Dit is de ultieme test voor oppervlaktevoorbereiding.
- Mandrelbuigingstest: Buigen van een gecoat, gelast monster over een specifieke straal om te zien of de coating barst. Dit test de flexibiliteit van de hars.
- Zoutspraytesten: Onderdelen plaatsen in een kamer gevuld met zoutmist gedurende 500 tot 2.000 uur. Als er roest op de lasverbinding verschijnt vóór de gestelde tijd, is de voorbehandelings- of lastechniek gebrekkig.
Hoe bereik je een "Show-Quality" afwerking op industriële lassen?
Een showkwaliteit afwerking vereist "carrosserie" voor metaal. Dit houdt in dat de lassen vlak worden geschuurd, er worden hogetemperatuur-metaalvullers gebruikt om putjes te vullen, en een meerstaps poederproces wordt toegepast met primer, basislaag en blanke laag. Deze aanpak verbergt het "industriële" karakter van de las, terwijl de structurele integriteit behouden blijft.
Demeeste mensen denken dat poedercoating gebreken verbergt. In werkelijkheid benadrukt het elektrostatische proces ze vaak. Als je een perfect soepele overgang wilt tussen twee gelaste buizen:
- Sand to 180 Grit: Stop niet bij een ruwe grind. Door het lasoppervlak tot korrel 180 te schuren, komen de kraspatronen niet door de glans heen.
- Geleidende vullingen: Gebruik gespecialiseerde, warmtebestendige epoxyvulstoffen die elektriciteit kunnen geleiden. Traditionele "Bondo" werkt als isolator en het poeder blijft er niet aan plakken.
- De "Double Bake": Breng een primer aan, hard het gedeeltelijk uit (green cure), breng dan de toplaag aan en doe een volledige uitharding. Dit zorgt voor een dikkere "opbouw" die oppervlakkige onregelmatigheden egaliseert.
Door deze best practices te volgen, kunnen fabrikanten ervoor zorgen dat hun las- en poedercoatingwerkprocessen onderdelen produceren die niet alleen visueel indrukwekkend zijn, maar ook vrijwel onvernietigbaar in het veld. Of je nu werkt aan enorme structurele frames of ingewikkelde