
Het bereiken van nauwe toleranties in kunststof spuitmallen
Het bereiken van nauwe toleranties in kunststof spuitgietgieten vereist een synergie van hoogprecisiegereedschap, stabiele polymeerkeuze en rigoureuze wetenschappelijke gietregelingen. Hoewel standaard industriële toleranties meestal binnen $\pm 0,1$ mm liggen, variëren "strakke" of "precisie" toleranties van $\pm 0,02$ mm tot $\pm 0,05$ mm, en zelfs lager voor gespecialiseerde toepassingen. Succes in dit vakgebied hangt af van het beheersen van de fysieke krimp van het plastic terwijl het overgaat van een gesmolten toestand naar een vast onderdeel in de malholte. Ingenieurs moeten rekening houden met elke variabele – van thermische uitzetting van gereedschapsstaal tot de specifieke locatie van de poort – om ervoor te zorgen dat het eindcomponent voldoet aan de strenge eisen van hoogeisende sectoren zoals de medische sector en de automobielsector.
Wat zijn de toleranties voor precisie spuitgieten?
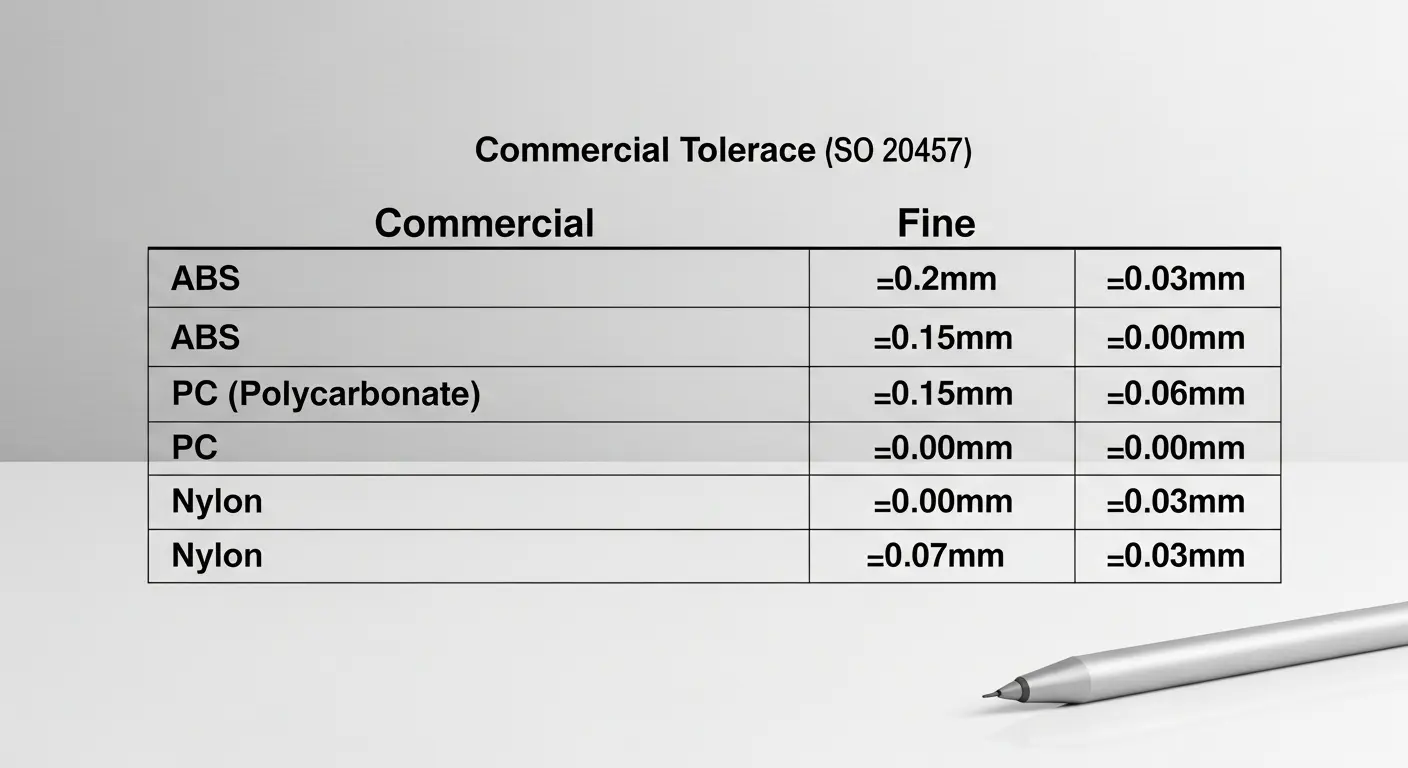
In de wereld van de productie vertegenwoordigt een tolerantie de toegestane limiet van variatie in een fysieke dimensie. Voor kunststofonderdelen is het bereiken van precisie aanzienlijk moeilijker dan bij CNC-bewerkte metalen, omdat plastic halfkristallijn of amorf is en zeer gevoelig voor hitte en druk. De meeste wereldwijde fabrikanten volgen de ISO 20457 (voorheen DIN 16742) norm, die toleranties categoriseert in "Commerciële" en "Fijne" klassen.
Commerciële toleranties zijn de standaard voor consumentenproducten waarbij een kleine afwijking de functie van het product niet aantast. Fijne toleranties zijn echter noodzakelijk voor componenten die een press-fit, ingewikkelde tandwielinteracties of assemblage in strakke behuizingen vereisen. Wanneer je een plastic spuitgietprocesaudit, is de eerste stap bepalen of je ontwerp echt precisietoleranties vereist. Het aanscherpen van een tolerantie van $\pm 0,1$ mm tot $\pm 0,02$ mm verhoogt vaak de gereedschapskosten met 20% tot 50% omdat het duurder staal, preciezere EDM (Electrical Discharge Machining) en langere cyclustijden vereist om thermische stabiliteit te behouden.
Precisie-injectiegiettoleranties vereisen een technische mindset die verder kijkt dan het 3D CAD-model. Een ontwerp kan er perfect uitzien op een scherm, maar de fysieke realiteit van polymeerstroming betreft moleculaire oriëntatie en door koeling veroorzaakte spanning. Fabrikanten die gespecialiseerd zijn in plastic spuitgiet voor medische hulpmiddelen brengen vaak weken door in de DFM-fase, simpelweg om ervoor te zorgen dat de gekozen tolerantie herhaalbaar is over een reeks van een miljoen onderdelen. Herhaalbaarheid is het ware kenmerk van precisie.
4 Kritieke factoren die schimmeltoleranties beïnvloeden
Meerdere variabelen werken samen om een onderdeel uit de tolerantie te trekken. Door deze factoren vroeg in de ontwerpfase te identificeren, kunnen ingenieurs ze compenseren door gereedschapsontwerp in plaats van door trial-and-error op de fabrieksvloer.
1. Onderdeelgeometrie en ontwerpcomplexiteit
De vorm van je onderdeel is de belangrijkste drijfveer van dimensionale stabiliteit. Grote, vlakke oppervlakken zijn gevoelig voor kromvorming, terwijl dikke dwarsdoorsneden "sinksporen" veroorzaken doordat het interne plastic langzamer afkoelt dan de buitenste huid. Het handhaven van een uniforme wanddikte is de gouden regel van malontwerp met strakke toleranties. Als een onderdeel niet-uniforme wanden heeft, trekken de verschillende koelsnelheden het materiaal in verschillende richtingen, waardoor het bijna onmogelijk is om een tolerantie van 0,02$ mm van $\pm te behouden.
Daarnaast beïnvloedt de locatie van de poort—waar het plastic de holte binnenkomt—hoe de mal zich vult en oppakt. Verkeerde plaatsing van de poort kan leiden tot een ongelijke drukverdeling, waardoor afmetingen van het ene uiteinde van het onderdeel naar het andere kunnen variëren. Hoogprecisieprojecten maken altijd gebruik van schimmelstroomanalyse om dit gedrag te voorspellen voordat het staal wordt gesneden.
2. Materiaalkeuze en krimpsnelheden
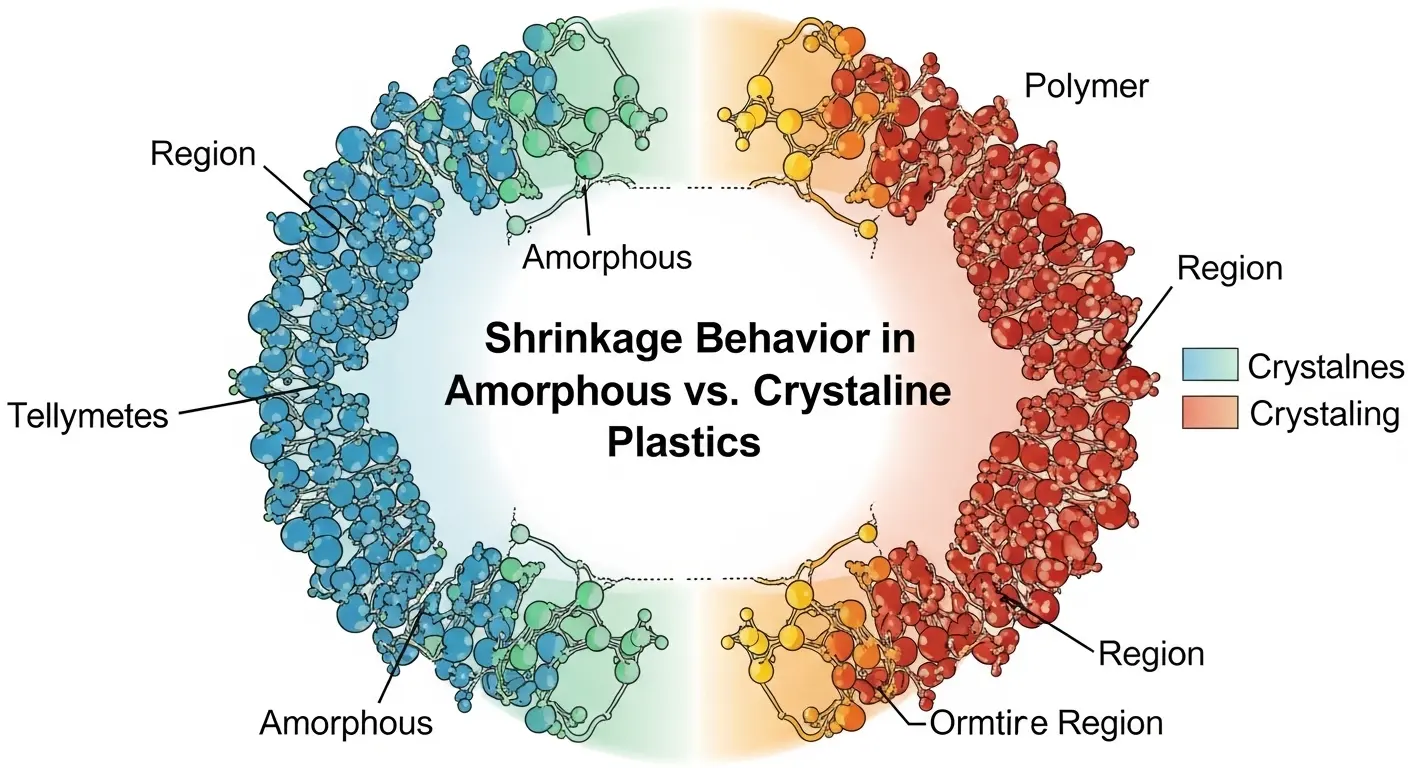
Elk polymeer heeft een specifieke krimpsnelheid, meestal uitgedrukt als percentage. Amorfe kunststoffen zoals ABS of polycarbonaat (PC) hebben lage krimpsnelheden (ongeveer 0,5%), waardoor ze relatief gemakkelijk te houden zijn binnen strakke toleranties. Daarentegen hebben kristallijne kunststoffen zoals polypropyleen (PP) of PEEK hogere en vluchtigere krimpsnelheden (1,5% tot 3,0%).
Materiaalkeuze omvat ook het gebruik van vulstoffen. Het toevoegen van glasvezels of koolstofvullingen kan krimp verminderen en de dimensionale stabiliteit vergroten. Vulstoffen introduceren echter ook anisotropie, wat betekent dat het onderdeel anders krimpt in de stromingsrichting dan over de stroming. Als je engineeringteam geen rekening houdt met deze directionele krimp, zal het onderdeel direct na het uitwerpen kromtrekken of uit de tolerantie vallen.
3. Gereedschapsprecisie en staalselectie
De mal zelf moet met een hogere precisie worden gebouwd dan het onderdeel dat het produceert. Voor strakke toleranties in kunststof spuitmallen werkt de gereedschapsmaker vaak tot $\pm 0,005$ mm. Dit nauwkeurigheidsniveau vereist hoogwaardige staalsoorten zoals S136 of H13, die uitstekende hardheid en thermische geleidbaarheid bieden.
Thermisch beheer binnen het gereedschap is even belangrijk. Precisiemallen maken gebruik van conforme koeling—koelkanalen die de vorm van het onderdeel volgen—om een uniforme warmteverwijdering te garanderen. Als één kant van de mal zelfs 5°C heter is dan de andere, zorgt de resulterende thermische onbalans ervoor dat het onderdeel ongelijkmatig krimpt. De gereedschapsruimte van SunOn maakt gebruik van hogesnelheids-CNC- en Sodick EDM-machines om de submicronnauwkeurigheid te bereiken die nodig is voor deze hoogpresterende mallen.
4. Verwerkingscontroles en wetenschappelijk gieten
Zelfs een perfecte mal kan onderdelen produceren die buiten tolerantie vallen als het gietproces instabiel is. Factoren zoals injectiedruk, smelttemperatuur en "houdtijd" bepalen hoeveel plastic er in de holte wordt gepropt. Als de druk zelfs maar met 1% schommelt, zullen het gewicht en de afmetingen van het onderdeel veranderen.
Hier wordt wetenschappelijke vorming voor strakke toleranties essentieel. In plaats van te vertrouwen op de intuïtie van de gebruiker, gebruikt wetenschappelijk gietgieten sensoren in de mal om de holtedruk en temperatuur in realtime te monitoren. Door een robuust "procesvenster" te creëren, zorgen fabrikanten ervoor dat elk geproduceerd onderdeel identiek is aan het eerste.
Hoe ontwerp voor vervaardigbaarheid nauwkeurigheid waarborgt
Design for Manufacturability (DFM) is de brug tussen een theoretisch ontwerp en een functioneel onderdeel. Wanneer een sourcinglead of productingenieur een CAD-bestand indient, voert ons team een grondige review uit om "tolerantiekillers" te identificeren. We zoeken naar scherpe hoeken die spanningsconcentrators veroorzaken en diepe ribben die in de mal kunnen blijven plakken.
Een van de meest effectieve DFM-strategieën voor precisie is het gebruik van "Steel-Safe" ontwerp. Dit betekent dat ingenieurs de mal zo ontwerpen dat kritieke afmetingen beginnen met "klein" voor gaten of "groot" voor de assen. Na de eerste proef (T1) meten we de onderdelen. Als een afmeting buiten de tolerantie valt, kunnen we gemakkelijk een paar micron staal uit de mal halen om het onderdeel binnen de specificaties te brengen. Het is veel makkelijker en goedkoper om metaal te verwijderen dan het toe te voegen (wat last of opnieuw snijden van de hele holte vereist).
Ons DFM-proces integreert ook inzichten uit onze 2k injectiegietgids. Bij het samen gieten van twee verschillende materialen vereist de hechtingsinterface uitzonderlijke tolerantie om lekkage of structureel falen te voorkomen. Door het krimpen van twee verschillende polymeren gelijktijdig te coördineren, helpen we hardware-gieters de assemblageproblemen te vermijden die multicomponent-apparaten teisteren.
De rol van wetenschappelijk gieten bij strakke toleranties
Wetenschappelijk gieten is een datagedreven benadering waarbij de spuitgietmachine wordt behandeld als een wetenschappelijk instrument in plaats van een eenvoudige pers. Om strakke toleranties te bereiken, volgen we een vierfasenproces waarbij de vullen-, inpak- en vasthoudfasen worden losgekoppeld. Dit stelt ons in staat precies te bepalen hoeveel materiaal de holte binnenkomt en hoe het verhardt.
- Viscositeitsstudie: We bepalen de optimale injectiesnelheid waar de viscositeit van het plastic het meest stabiel is.
- Holtebalansonderzoek: We zorgen ervoor dat in een multi-kaviteit-mal elke holte exact hetzelfde tempo vult.
- Drukvalonderzoek: We verifiëren dat de machine voldoende druk heeft om de mal te vullen zonder "door te storten".
- Gate Freeze-studie: We bepalen precies wanneer het plastic in de gate stolt, zodat er geen materiaal uit de holte "terugstroomt", wat een dimensionale daling zou veroorzaken.
Door deze variabelen te beheersen, kunnen we precisie-injectiegiettoleranties vasthouden over miljoenen cycli. Dit is vooral belangrijk voor het 2k spuitgietproces en voordelen wanneer het tweede schot afhankelijk is van de dimensionale nauwkeurigheid van het eerste schot om een perfecte afdichting te vormen.
Verificatie: Precisie meten met CMM en optische hulpmiddelen
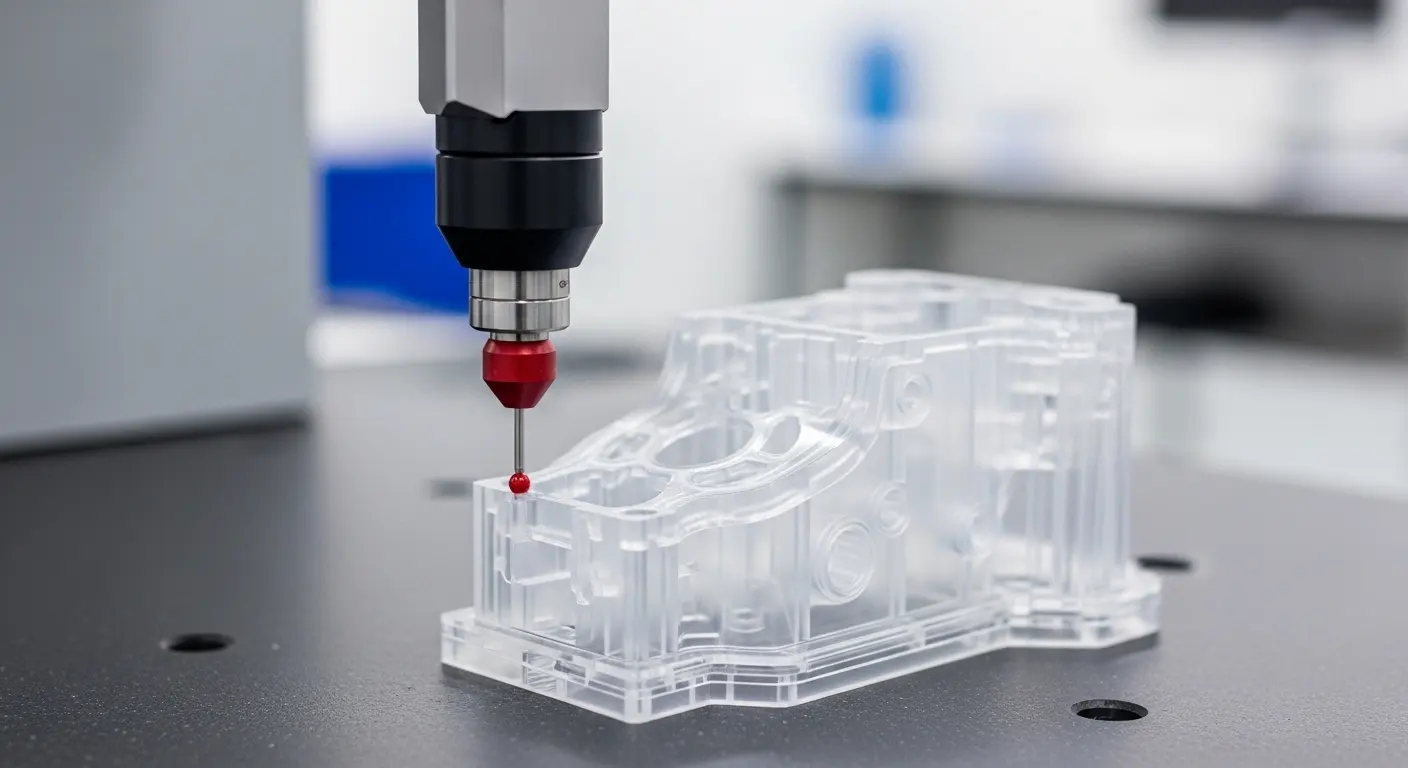
Je kunt niet bereiken wat je niet kunt meten. In hoogprecisieproductie is het kwaliteitsgarantie (QA) laboratorium net zo belangrijk als de productievloer. Om te verifiëren strakke toleranties in kunststof injectiemallen, maken we gebruik van coördinatenmeetmachines (CMM) en visiesystemen (optische meetmachines).
Een CMM gebruikt een gevoelige probe om de X-, Y- en Z-coördinaten van een onderdeel in kaart te brengen, en vergelijkt deze met het oorspronkelijke CAD-model. Voor onderdelen met kleine kenmerken of zachte materialen die onder een sonde kunnen vervormen, gebruiken we niet-contact optische systemen. Deze tools bieden een "Heat Map" van het onderdeel, die precies laat zien waar het afwijkt van het nominale ontwerp. Deze gegevens worden teruggestuurd naar het gereedschapsteam voor de definitieve malafstelling, zodat het "Gouden Monster" echt perfect is.
Veelgestelde Vragen
Wat is de strengste tolerantie bij spuitgieten?
De strengste tolerantie voor precisiespuitgieten is doorgaans $\pm 0,025$ mm voor kleine, stabiele onderdelen. Hoewel $\pm 0,01$ mm haalbaar is in hooggespecialiseerde cleanroomomgevingen met hoogwaardige harsen zoals PEEK, vereist dit extreme controle over de omgeving en het proces, wat de kosten per onderdeel aanzienlijk verhoogt.
Hoe beïnvloedt materiaalkeuze de tolerantie van onderdelen?
Amorfe materialen (zoals PC of ABS) hebben veel lagere en voorspelbaardere krimp dan kristallijne materialen (zoals nylon of PP). Daarom is het veel makkelijker om strakke toleranties te behouden met amorfe kunststoffen. Als je onderdeel precisie vereist, raden ingenieurs vaak een glasgevulde amorfe hars aan om de dimensionale stabiliteit te maximaliseren.
Wat is het ontwerp van een "Steel-Safe" mal?
Staalveilig ontwerp is een strategie waarbij de mal bewust wordt bewerkt om een kleine hoeveelheid metaal achter te laten op plekken die aangepast moeten worden. Na de T1-proef, als een onderdeel te groot of te klein is, kan de gereedschapsmaker de mal "fijnafstellen" door kleine stukjes staal te verwijderen. Dit is standaardpraktijk om precisietoleranties te bereiken zonder het risico dat een mal wordt weggegooid.
Waarom zijn strakke toleranties duurder?
Strakke toleranties vereisen gereedschapsstaal van hogere kwaliteit, preciezere bewerking (zoals slow-wire EDM) en strengere kwaliteitscontrole. Bovendien vereist precisiegieten vaak langzamere cyclustijden om ervoor te zorgen dat het onderdeel perfect gelijkmatig afkoelt, wat de arbeids- en machinetijd die aan elk onderdeel wordt toegewezen verhoogt.
Beïnvloedt de onderdeelgrootte het vermogen om strakke toleranties te behouden?
Ja, toleranties zijn over het algemeen evenredig met de grootte van het onderdeel. Een tolerantie van $/pm 0,02$ mm is veel makkelijker te bereiken bij een component ter grootte van een munt dan bij een component ter grootte van een autobumper. De meeste internationale normen, zoals ISO 20457, bieden een glijdende schaal voor toleranties gebaseerd op de nominale afmeting.
Kan 2K-lijst nauwe toleranties bereiken?
Ja, 2K (twee-shot) gieten kan zeer nauwe toleranties bereiken, maar het vereist een gespecialiseerde 2k spuitgietgids-benadering. Het eerste onderdeel moet met hoge precisie worden vastgehouden omdat het fungeert als de "mal" voor het tweede materiaal. Elke fout in het eerste schot wordt in het tweede schot versterkt.
Heb je een project met hoge precisie dat deskundige tolerantie vereist? Bij SunOn zijn we gespecialiseerd in DFM-geleide engineering voor de meest veeleisende toepassingen. Neem vandaag nog contact met ons op voor een professionele DFM-review of om een offerte aan te vragen voor uw narrow-tolerance gietproject. Ons engineeringteam in Dongguan staat klaar om u te helpen overstappen van prototype naar precisiemassaproductie.