
Wat is een T1-monster bij spuitgieten? Tijdlijn uitgelegd
Bij kunststof spuitgieten is een T1-monster het eerste functionele onderdeel dat wordt geproduceerd uit een voltooide productiemal. De "T" staat voor "Trial" (Trial), en het cijfer "1" geeft de eerste versie van onderdelen aan die naar de klant worden gestuurd voor evaluatie. Hoewel T0 de interne testfase van de fabrikant vertegenwoordigt om te garanderen dat de mal correct opent en sluit, dient het T1-monster als officiële maatstaf voor afmetingen, esthetische kwaliteit en materiaalprestaties. Voor inkoopmanagers en productontwerpers is een succesvolle T1-fase de meest kritieke mijlpaal in de overgang van een digitaal CAD-ontwerp naar een tastbaar, massaproductiebaar product.

De fasen van schimmelproeven: van T0 tot T1 en verder
De reis van een voltooid gereedschap naar een massaproductief onderdeel omvat verschillende iteratieve "T"-fasen. Het begrijpen van het verschil tussen deze proeven helpt sourcingteams om verwachtingen en projecttijden effectiever te beheren. Hoewel sommige eenvoudige onderdelen goedkeuring kunnen krijgen bij T1, vereisen complexe componenten vaak latere aanpassingen.
Het Interne T0-proefproces begrijpen
Voordat je ooit een fysiek onderdeel ziet, voert je fabrikant een T0-proef uit. Dit is een strikt intern proces. Tijdens T0 testen ingenieurs de mechanische bewegingen, koelsystemen en uitwerppennen van de mal. Ze identificeren catastrofale storingen, zoals het niet volledig vollopen van de mal (korte shots) of onderdelen die aan de holte blijven plakken. Bij SunOn gebruiken we de T0-fase om de injectieparameters te kalibreren, zodat de T1-monsters die je ontvangt zo dicht mogelijk bij de uiteindelijke specificatie liggen.
De rol van T1-voorbeelden in klantvalidatie
Het T1-voorbeeld is de eerste keer dat de klant de fysieke output van de tool beoordeelt. Er wordt niet verwacht dat het 100% perfect is, maar het moet functioneel genoeg zijn voor een grondige plastic spuitgietprocesaudit. In deze fase verschuift de focus van "werkt de mal?" naar "voldoet het onderdeel aan de ontwerpintentie?" Ingenieurs gebruiken deze monsters om kritieke toleranties en de montage te controleren.
Op weg naar T2 en Definitieve Goedkeuring
Als de T1-review laat zien dat een afmeting iets afwijkt of een oppervlakteafwerking meer textuur nodig heeft, wordt de mal aangepast. De resulterende onderdelen van de volgende proef worden T2-monsters genoemd. De meeste professionele projecten streven naar goedkeuring van een "Golden Sample" door T2 of T3. Door een gestructureerde 2K injectiegietgids te volgen, kunnen fabrikanten vaak het aantal benodigde proeven minimaliseren, wat zowel tijd als kosten bespaart.
Hoe lang duurt het T1-sampleproces?
De levertijd voor T1-monsters is een combinatie van de fabricagetijd van de mal en de logistiek van de proef zelf. Over het algemeen vindt de T1-proef bij een standaard hoogwaardige staalmal 4 tot 7 weken plaats nadat het ontwerp is afgerond en de borg is betaald. De complexiteit van het onderdeel heeft echter een grote invloed op dit venster.
Standaard Tooling Tijdlijnen
Voor eenvoudige, enkel-holte mallen met standaardmaterialen zoals ABS of polypropyleen zijn de T1-monsters doorgaans binnen 30 tot 35 dagen klaar. Dit omvat de tijd die nodig is voor CNC-bewerking, EDM (elektrische ontladingsbewerking) en handmatig polijsten van de malholtes. Als uw project 2K spuitgietmethoden omvat, kan de termijn 8 of 9 weken duren vanwege de complexiteit van de secundaire injectie-eenheid en de roterende malbasis.
Factoren die de T1-levering vertragen
Verschillende factoren kunnen je T1-date uitstellen. Als het onderdeelontwerp complexe ondersneden heeft die meerdere zijdelingse acties of lifters vereisen, duurt het bouwen van het gereedschap langer. Bovendien kan het inkopen van speciale technische harsen of medische materialen 1 tot 2 weken aan de levertijd toevoegen als het materiaal niet direct op voorraad is. Samenwerken met een leverancier die geïntegreerde plastic spuitgietmal voor medische apparaten aanbiedt, zorgt ervoor dat cleanroomvereisten en materiaalcertificeringen parallel aan de gereedschapsproductie worden afgehandeld, waardoor onnodige knelpunten worden voorkomen.
Veelvoorkomende problemen geïdentificeerd tijdens een T1-schimmelproef
De T1-proef is ontworpen om fouten bloot te leggen. Het is zeldzaam dat een mal bij de eerste opname een perfect onderdeel produceert, omdat plastic zich anders gedraagt onder hoge druk en hitte dan in een digitale simulatie. Het vroegtijdig identificeren van deze problemen voorkomt dure storingen tijdens massaproductie.
Dimensionale Nauwkeurigheid en Tolerantiecontrole
Het meest voorkomende probleem bij T1 is dimensionale afwijking. Zelfs met nauwkeurige schimmelstroomanalyse kunnen verschillende koelsnelheden ervoor zorgen dat het plastic meer of minder krimpt dan voorspeld. Kwaliteitsborgingsteams gebruiken coördinatiemeetmachines (CMM) om het T1-monster te vergelijken met het 3D CAD-model. Als een gat 0,1 mm te klein is, stelt de "staalveilige" aanpak de fabrikant in staat om meer metaal uit de mal te verwijderen om het gat voor T2 te vergroten.
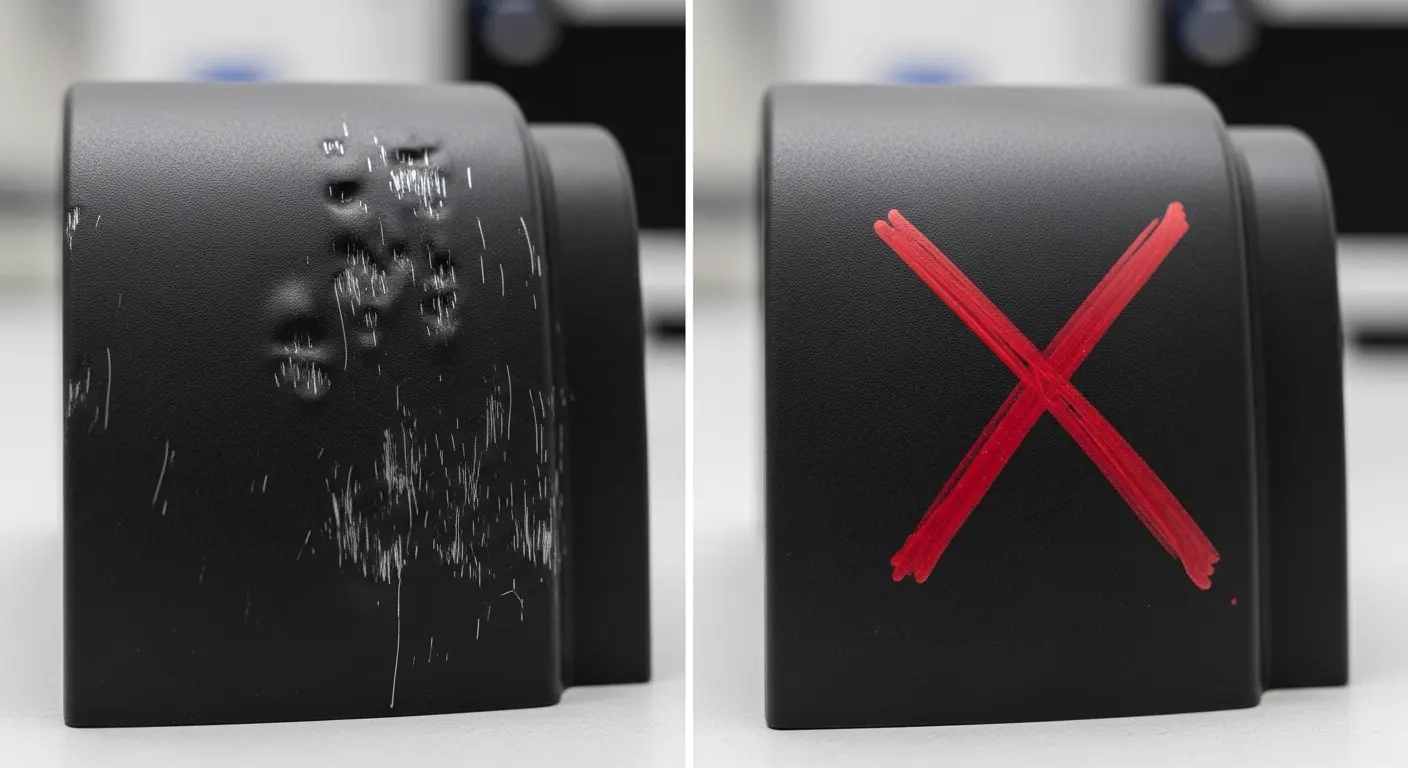
Visuele Defecten: Sink Marks, Flash en Warpage
Esthetische fouten komen vaak voor bij de eerste proef. Zinksporen—kleine kuiltjes aan het oppervlak—ontstaan vaak waar dikke ribben dunne wanden raken. Flash treedt op wanneer plastic tussen de malhelften lekt, wat aangeeft dat de klemdruk te laag is of dat de pasvorm van de mal aangepast moet worden. Warpage is een teken van ongelijkmatige koeling of interne spanning. Bij SunOn analyseren we deze defecten tijdens het 2K spuitgietproces en de beoordeling van voordelen om ervoor te zorgen dat multi-materiaalonderdelen correct hechten zonder kromtrekken.
Materiaalstroom en Poortvestige
De T1-trap controleert ook of de "gate"—het punt waar plastic de holte binnenkomt—correct is gepositioneerd. Als de poort een opvallende markering (residu) op een zichtbaar oppervlak achterlaat, of als het "jetting" (slangachtige patronen) veroorzaakt, moet het poortsysteem mogelijk worden herontworpen of verplaatst vóór T2.
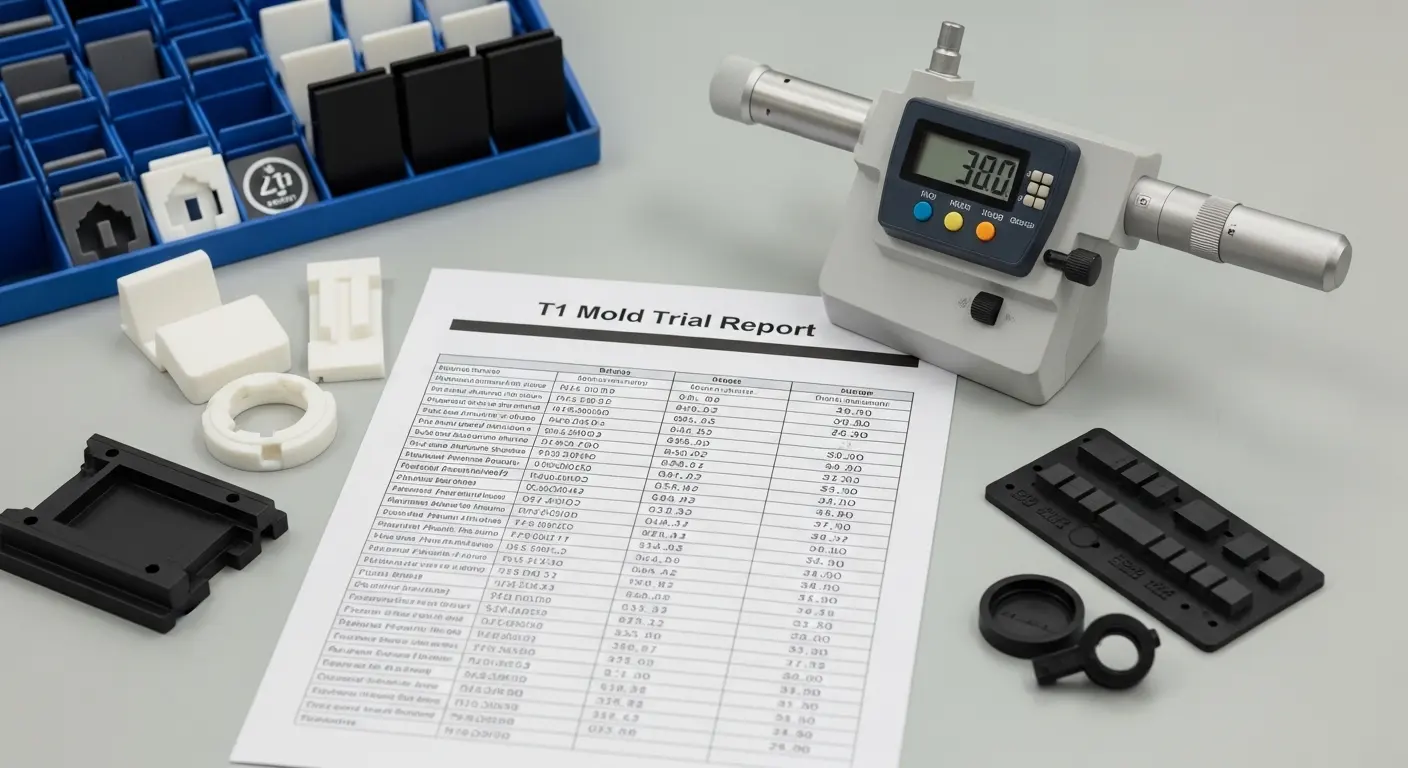
Wat moet een T1 voorbeeldrapport bevatten?
Een T1-steekproef is nutteloos zonder de ondersteunende data. Professionele B2B-kopers kunnen een uitgebreid "Proefrapport" verwachten naast de fysieke onderdelen. Deze documentatie fungeert als een routekaart voor de correcties die nodig zijn om massaproductie te bereiken.
Gedetailleerde Injectieparameterlogs
Het rapport moet elke gebruikte instelling tijdens de proef vermelden, inclusief smelttemperatuur, maltemperatuur, injectiesnelheid en houddruk. Deze parameters zijn cruciaal omdat ze tijdens de uiteindelijke productierun reproduceerbaar moeten zijn. Als een onderdeel er alleen goed uitziet onder extreme, onhoudbare druk, kan het malontwerp zelf een fundamentele wijziging nodig hebben.
Dimensional Inspection Report (FAI)
Een First Article Inspection (FAI)-rapport is een standaardvereiste voor T1. Het brengt de kritische tot kwaliteit (CTQ) afmetingen in kaart die in je technische tekening zijn gedefinieerd. Elke meting wordt gemarkeerd als "Geslaagd" of "Onvoldoende." Deze duidelijkheid stelt de ontwerper in staat te beslissen welke afwijkingen acceptabel zijn en welke een aanpassing van het gereedschap vereisen.
Defectanalyse en Correctief Actieplan
.Een hoogwaardige leverancier zal je niet alleen vertellen dat er een gootsteenmerk is; ze zullen een oplossing bieden. Het T1-rapport moet foto's bevatten van eventuele defecten en een duidelijk technisch plan om deze te repareren. Als bijvoorbeeld warpage wordt gedetecteerd, kan het plan bestaan uit het verhogen van de koelcyclus of het aanpassen van de poortgrootte.
Waarom SunOn's DFM-geleide aanpak T1-goedkeuring verkort
Bij SunOn Industrial Group geloven we dat de beste manier om T1-problemen aan te pakken is om ze tijdens de ontwerpfase te voorkomen. Ons "Design for Manufacturability" (DFM)-proces is een verplichte stap voordat we ooit staal snijden. Door het injectieproces vroeg te simuleren, kunnen we mogelijke dunne wanden, scherpe hoeken of onvoldoende trekhoeken identificeren die anders een T1-storing zouden veroorzaken.
Iteraties Verminderen door Simulatie
Met geavanceerde Moldflow-software simuleren we hoe het plastic de holte zal vullen. Dit stelt ons in staat om luchtvallen en laslijnen te voorspellen voordat de mal überhaupt is gebouwd. Voor onze klanten betekent dit vaak dat de T1-steekproef al voor 95% van de definitieve goedkeuring is, wat de tijd die wordt besteed aan T2- of T3-cycli aanzienlijk vermindert.
Expertise in Complex Tooling
Of u nu een hoogprecisie medisch onderdeel nodig heeft of een multimaterialisch auto-onderdeel, ons engineeringteam past decennia aan ervaring toe op het gereedschapsproces. Door nabewerking en assemblage te integreren in de T1-fase, zorgen we ervoor dat uw onderdelen niet alleen dimensioneel correct zijn, maar ook klaar zijn voor de secundaire fasen van uw productieworkflow.
Samenvattingschecklist voor T1 Sample Success
Om ervoor te zorgen dat uw T1-proef soepel verloopt, moeten inkoop- en engineeringteams deze checklist volgen:
- Controleer materiaal: Zorg ervoor dat de T1 is gefotografeerd met exact de harskwaliteit die voor het eindproduct is gespecificeerd.
- Bekijk DFM: Bevestig dat alle DFM-suggesties zijn geïmplementeerd in het definitieve malontwerp.
- Definieer CTQ's: Markeer kritische afmetingen duidelijk op je tekeningen zodat het QA-team weet wat ze moeten prioriteren tijdens de inspectie.
- Vraag documentatie aan: Accepteer geen samples zonder een volledig parameterlogboek en dimensionaal rapport.
- Plan voor Iteratie: Plan tijd in je projectschema voor minstens één ronde van malmodificaties (T2) na de T1-review.
Veelgestelde Vragen (FAQ)
Wat is het primaire doel van een T1-monster?
Het primaire doel van een T1-monster is om de functionaliteit van de mal en de basisafmetingen van het onderdeel te verifiëren aan de hand van het originele CAD-ontwerp. Het dient als een fysiek proof of concept waarmee ingenieurs eventuele noodzakelijke aanpassingen in gereedschap of injectieparameters kunnen identificeren voordat ze overgaan naar massaproductie.
Hoeveel T1-monsters ontvang ik?
De meeste fabrikanten leveren tussen de 5 en 10 T1-monsters voor de eerste tests en metingen. Als u een grotere hoeveelheid nodig heeft voor functionele tests of marktvalidatie, moet dit tijdens de offertefase worden onderhandeld, omdat dit een langere proefperiode en extra materiaalkosten kan vereisen.
Kan ik T1-voorbeelden gebruiken voor de eindproductassemblage?
T1-monsters zijn over het algemeen bedoeld voor inspectie en pasvormtesten in plaats van voor de eindassemblage. Hoewel ze vaak functioneel zijn, kunnen ze de uiteindelijke oppervlaktetextuur missen of kleine dimensionale variaties hebben die de langetermijnprestaties in een eindproduct kunnen beïnvloeden.
Is het T1-monster gemaakt van het uiteindelijke productiemateriaal?
Ja, T1-monsters moeten altijd worden geproduceerd met de uiteindelijke productiehars om nauwkeurige resultaten te garanderen. Het gebruik van een vervangend materiaal zou leiden tot onjuiste krimpgegevens en misleidende prestatietests, waardoor de proefresultaten ongeldig zijn voor productieplanning.
Wat gebeurt er als het T1-monster de inspectie niet doorstaat?
Als een T1-sample niet aan de specificaties voldoet, voert de fabrikant "tool tuning" uit. Dit houdt in dat de mal wordt aangepast—zoals het verbreden van een poort of het verwijderen van staal om een afmeting aan te passen—en vervolgens een T2-proef uitvoert om te verifiëren dat de correcties succesvol waren.
Hoe verschilt T1 van een prototype?
Een T1-monster wordt geproduceerd uit het daadwerkelijke harde gereedschap (staal of aluminium mal) dat voor productie bedoeld is, terwijl een prototype doorgaans wordt gemaakt via 3D-printen, CNC-bewerking of vacuümgieten. T1-monsters vertegenwoordigen de daadwerkelijke chemie en structurele integriteit van het uiteindelijke vervaardigde onderdeel.
Klaar om je project van CAD naar T1 te verplaatsen? Bij SunOn Industrial Group zijn we gespecialiseerd in hoogprecisiegereedschap en DFM-geleide productie die u sneller op de markt brengt. Neem vandaag nog contact op met ons engineeringteam voor een uitgebreide DFM-review of om een offerte aan te vragen voor uw volgende spuitgietproject.