
Hoe je een gladde oppervlakteafwerking bereikt bij 3D-printen (Ra 0,5 μm)
Het bereiken van een oppervlakteruwheid van Ra 0,5 μm in 3D-printen betekent de overgang van een "prototype-look" naar een "productie-kwaliteit afwerking." In de industriële productie is een Ra 0,5 μm afwerking vergelijkbaar met een fijn geslepen of gepolijst oppervlak, waarbij laaglijnen onzichtbaar zijn voor het blote oog en nauwelijks zichtbaar zijn door aanraking. Voor B2B-kopers in de medische, auto- en elektronicasector is dit niveau van soepelheid vaak een functionele vereiste voor onderdelen die luchtdicht, biocompatibel of esthetisch vlekkeloos moeten zijn.
Oppervlakteruwheid (Ra) begrijpen in additive manufacturing
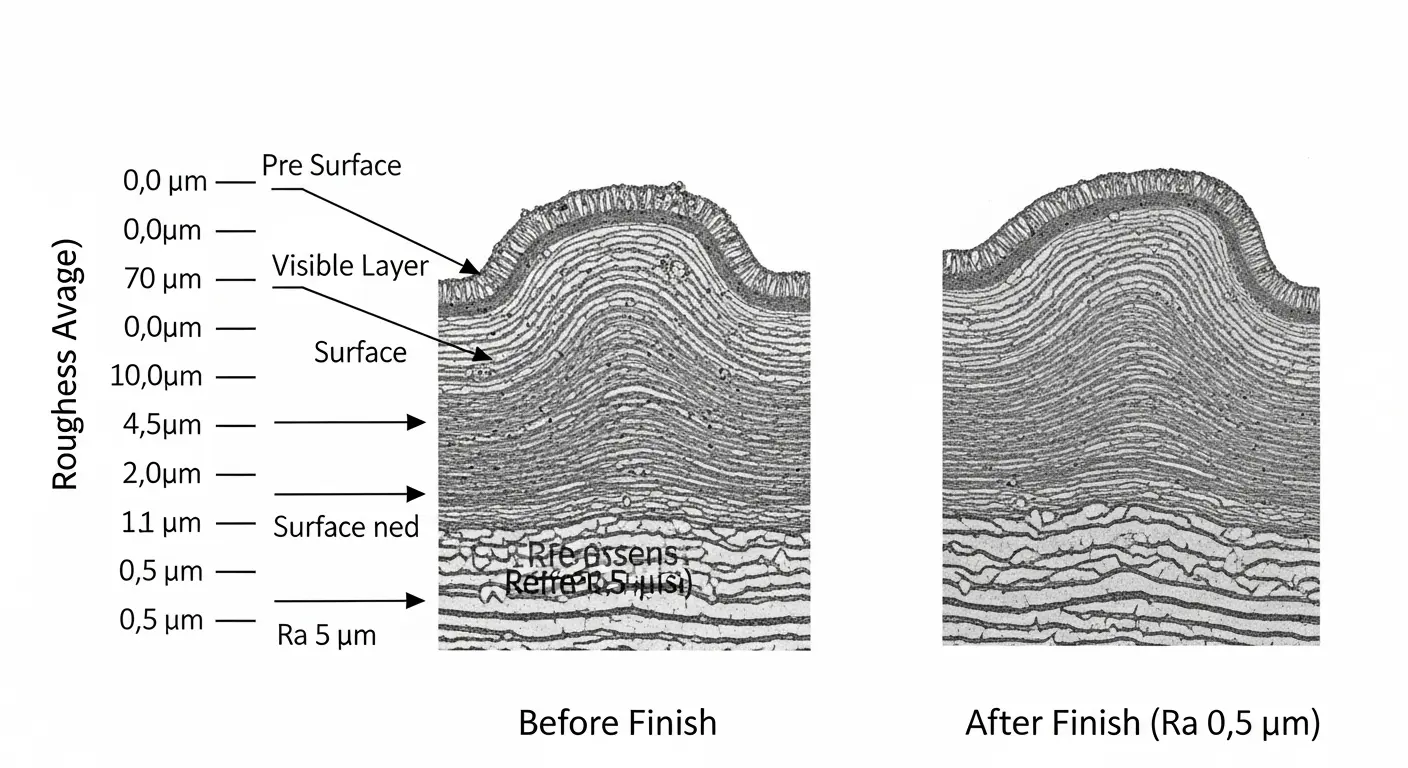
Oppervlakteruwheid wordt gemeten met behulp van de Ra (Ruwheidsgemiddelde), die het rekenkundige gemiddelde berekent van de profielhoogteafwijkingen van de gemiddelde lijn. De meeste ruwe 3D-prints komen uit met een Ra tussen 12,5 μm en 25 μm (FDM) of 3,2 μm en 6,3 μm (SLA/SLS).
Om van deze ruwe toestanden over te gaan naar een hoogprecisie Ra 0,5 μm, is een combinatie van hardwareoptimalisatie en secundaire nabewerking vereist. Het bereiken van dit doel draait niet alleen om esthetiek; Het vermindert de wrijving in mechanische assemblages aanzienlijk en voorkomt bacteriële groei in medische modellen door de microscopische "valleien" te elimineren waar verontreinigingen zich kunnen verbergen.
Stap 1: Hardware- en procesoptimalisatie
De reis naar een soepele finish begint voordat de machine start. Hoewel nabewerking het zware werk doet, bepaalt de "bijna-netvorm" kwaliteit van de print hoeveel arbeid er later nodig is.
1. Technologieselectie
Niet alle 3D-printtechnologieën zijn gelijk als het gaat om soepelheid. Om Ra 0,5 μm te bereiken, hebben vloeistofgebaseerde systemen de voorkeur:
- SLA (Stereolithografie): Biedt de beste basislijn. Het gebruik van vloeibare hars en laseruitharding resulteert in een bijna isotrope component met de laagste initiële Ra.
- DLP (Digital Light Processing): Vergelijkbaar met SLA, maar vereist zorgvuldige anti-aliasing-instellingen om "pixelatie" op gebogen oppervlakken te voorkomen.
- PolyJet: Hoog in de resolutie, maar vereist vaak een aanzienlijke reiniging van het ondersteunend materiaal, wat de lokale Ra kan beïnvloeden.
2. Laaghoogte en oriëntatie
Het verlagen van de laaghoogte (bijvoorbeeld tot 25 of 50 micron) minimaliseert het "trap-stap"-effect. Oriëntatie is echter belangrijker. Onderdelen moeten zo worden georiënteerd dat kritieke oppervlakken ofwel verticaal zijn of onder een hoek staan die ondiepe hellingen vermijdt, aangezien horizontale "bovenste" oppervlakken vaak de hoogste ruwheid vertonen door laagovergangen.
Stap 2: Mechanische Nabewerkingstechnieken
Mechanische afwerking is de meest gebruikelijke manier om Ra 0,5 μm te bereiken. Dit houdt in dat materiaal fysiek wordt verwijderd om de pieken van de laaglijnen te egaliseren.
1. Meertraps schurend schuren
Dit is de basis voor hoogwaardige afwerkingen. Het proces moet incrementeel zijn:
- Begin met korrel 400 om steunlittekens en grote laaglijnen te verwijderen.
- Ga door naar 600, 800 en 1200-grit nat schuren.
- De laatste fase voor Ra 0,5 μm vereist doorgaans fijnpolijstpapier van korrel 2000 of hoger.
2. Centrifugale loopafwerking (massaafwerking)
Voor batches van kleine onderdelen is handmatig schuren inefficiënt. Centrifugale afwerking gebruikt een trommel gevuld met schuurmateriaal (keramiek, plastic of maïskolf). De hogesnelheidsrotatie creëert intense druk en wrijving, waardoor de onderdelen tot een uniforme afwerking worden "gescrubd". Dit is de voorkeursmethode voor 3D-geprinte prototypes voor consumentenelektronica die een consistent tastbaar gevoel vereisen over 50+ eenheden.
Stap 3: Chemische en dampgladmaking
Chemische gladmaking is een "contactvrije" methode die zeer effectief is voor complexe geometrieën waar handmatig schuren niet kan bereiken.
1. Dampverzachting (Damppolijsten)
Dit houdt in dat het onderdeel wordt blootgesteld aan een verdampt oplosmiddel (zoals aceton voor ABS of gespecialiseerde chemicaliën voor nylon). De damp smelt gedeeltelijk de buitenste "huid" van het onderdeel, waardoor oppervlaktespanning het materiaal in een gladde, glanzende staat trekt.
- Voordeel: Bereikt interne kanalen en ingewikkelde roosterstructuren.
- Resultaat: Kan consequent Ra-waarden onder de 1,0 μm bereiken, waarbij vaak de 0,5 μm-grens wordt bereikt bij industriële dampkamers.
2. Oplosmiddeldipping
Een agressievere vorm van dampgladstrijken waarbij het onderdeel kort in een oplossing wordt ondergedompeld. Dit is moeilijk te beheersen en kan leiden tot verlies van dimensionale nauwkeurigheid, waardoor het minder geschikt wordt voor
Stap 4: Secundaire bewerking (hybride productie)
Wanneer Ra 0,5 μm vereist is voor specifieke functionele kenmerken—zoals een lagerzadel of een luchtdichte afdichting—is CNC-afwerking de beste aanpak.
Door het onderdeel met een lichte "offset" (extra materiaal) te 3D-printen en vervolgens met een CNC-frees de laatste 0,2 mm af te halen, combineer je de geometrische vrijheid van 3D-printen met de precisieafwerking van het bewerken. Deze hybride methode is de standaard voor 3D-geprint prototype voor auto-onderdelen die metaal-op-plastic precisiepassing vereisen.
Quality Assurance: Het verifiëren van het Ra 0,5 μm doel
 Bij
Bij SunOn raden we niet de oppervlakteafwerking; we verifiëren die. Het bereiken van een geverifieerde Ra 0,5 μm vereist professionele metrologie:
- Profilometers: Een met diamanten getipte stylus wordt over het oppervlak getrokken om de toppen en dalen in kaart te brengen.
- Optische glansmeters: Voor heldere of gepolijste onderdelen wordt lichtreflectie gemeten om esthetische consistentie te waarborgen.
- CMM-inspectie: Om te verzekeren dat het materiaal dat tijdens het polijsten is verwijderd het onderdeel niet uit zijn tolerantievenster heeft gehaald.
Samenvattende Tabel: Pad naar Ra 0,5 μm
Conclusie: Brugen op prototyping en productie
Hethalen van de Ra 0,5 μm-benchmark is wat een 3D-print transformeert tot een productieklaar component. Of je nu een medisch apparaat prototype 3D-printproject ontwikkelt dat een wrijvingsarm oppervlak vereist, of een auto-onderdeel dat een Class-A afwerking nodig heeft, het geheim ligt in de synergie tussen de juiste technologie en deskundige nabewerking.
SunOn Industrial Group is gespecialiseerd in deze hoogwaardige afwerking. Onze door DFM geleide aanpak zorgt ervoor dat uw onderdelen worden ontworpen met de eindafwerking in gedachten, waardoor de arbeidskosten worden verlaagd en uw prototype-naar-productieproces naadloos verloopt.
Heb je een geverifieerde Ra 0,5 μm-afwerking nodig voor je volgende project? Neem vandaag nog contact op met het SunOn-engineeringteam voor een uitgebreide DFM-review en een offerte voor een zeer precisie afwerking.