
Wat is draad-EDM: Een complete gids voor precisieproductie
In precisiebewerking en geavanceerde productie vallen bepaalde technieken op door hun vermogen om zeer nauwkeurige en ingewikkelde onderdelen te produceren die traditionele snijmethoden niet kunnen bereiken. Een van deze processen is Wire EDM, een niet-traditionele bewerkingstechniek die elektrische ontlading gebruikt om complexe vormen met uitzonderlijke precisie te snijden.
Dit artikel onderzoekt wat Wire EDM is, hoe het werkt, welke voordelen het biedt aan hoogprecisiefabricage, typische toepassingen en hoe het past binnen moderne productieworkflows. Of je nu ingenieur, machinist of productiemanager bent, begripprecisiedraad-EDMkan u helpen het ideale snijproces te kiezen voor veeleisende onderdelen.
Wat is wire EDM?
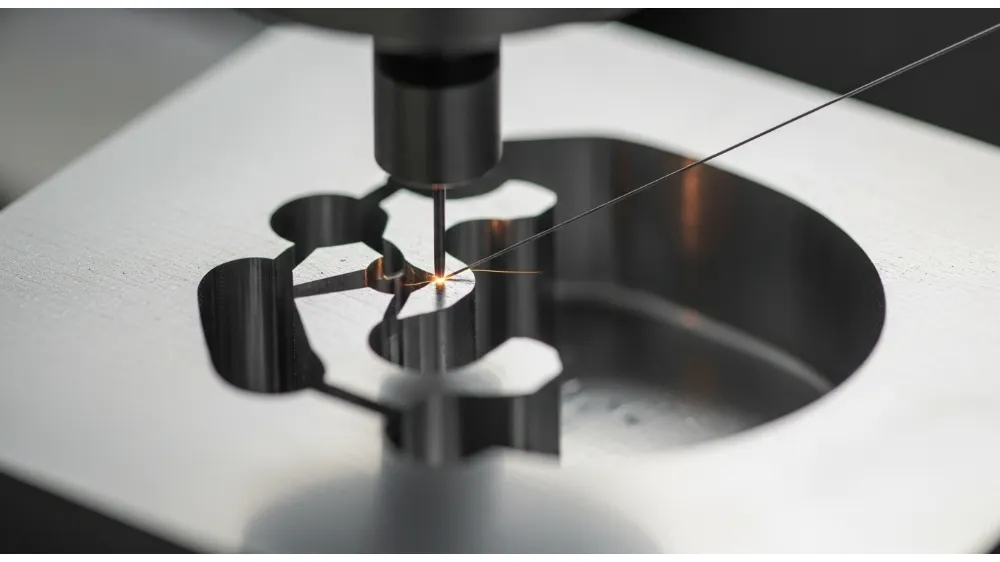
Wire EDM — afkorting vanDraad-elektrische ontladingsbewerking— is een snijmethode waarbij een dunne, elektrisch geladen draad wordt gebruikt om materiaal van een werkstuk te eroderen door snelle elektrische ontladingen (vonken). In plaats van een mechanisch mes dat het materiaal fysiek snijdt, vertrouwt het proces op gecontroleerde elektrische energie om microscopische stukjes metaal te verdampen, waardoor ingewikkelde en bramvrije sneden ontstaan.
In tegenstelling tot conventioneel frezen of zagen vereist draad-EDM geen fysiek contact tussen het gereedschap en het werkstuk. Dit maakt het bijzonder geschikt voor harde, brosse of hittegevoelige materialen zoals gehard staal, superlegeringen, titanium en exotische legeringen die veel worden gebruikt in de lucht- en ruimtevaart, medische technologie en gereedschapsproductie.
Hoe het wire EDM-proces werkt
In het hart van Wire EDM staat gecontroleerde elektrische ontlading. Hier is een vereenvoudigde uitleg van het proces:
- Een continu gevoede dunne draad (meestal messing, wolfraam of molybdeen) fungeert als elektrode.
- De draad raakt het werkstuk nooit; Er wordt te allen tijde een gecontroleerde vonkkloof gehandhaafd.
- Werkstuk en draad worden ondergedompeld in een diëlektrische vloeistof (vaak gedeïoniseerd water), wat helpt de werkzone te koelen en geërodeerde deeltjes weg te spoelen.
- Elektrische pulsen springen over de opening tussen draad en werkstuk, waardoor kleine hoeveelheden metaal smelten en verdampen.
- Het CNC-systeem leidt de draad nauwkeurig langs geprogrammeerde paden om de gewenste geometrie te produceren.
Deze combinatie van elektrische ontlading en nauwkeurige besturing maakt het mogelijkprecisiedraad-EDMom kenmerken te snijden die moeilijk of onmogelijk zouden zijn met mechanische methoden.
Belangrijke componenten van bedrade EDM-systemen
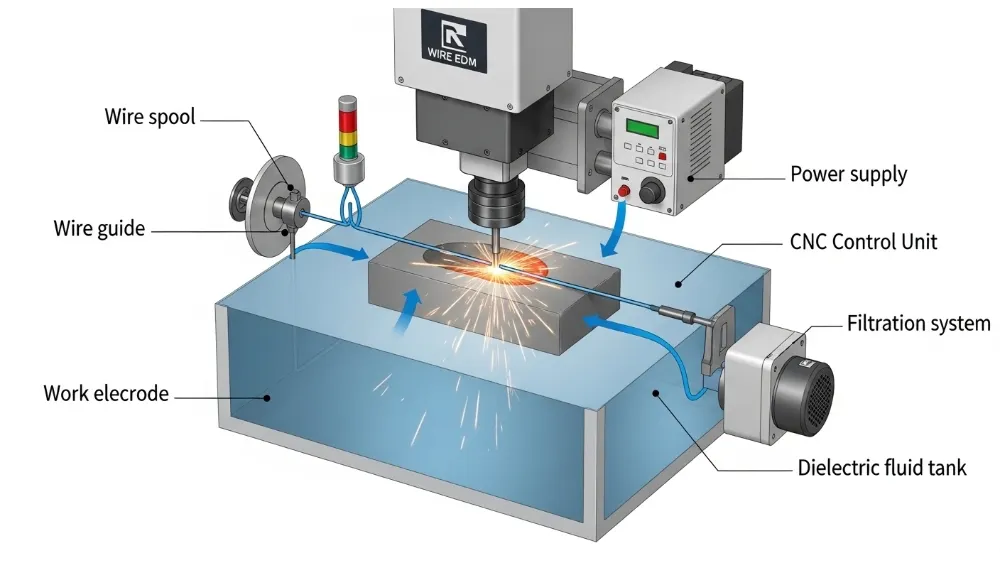
Een typische Wire EDM-machine omvat:
- Voeding:Levert precieze elektrische pulsen die de vonkintensiteit regelen.
- Servobesturingssysteem:Handhaaft een constante vonkafstand en draadspanning.
- Draadvoering:Levert continu verse draad om slijtagegerelateerde onnauwkeurigheden te voorkomen.
- Diëlektrisch spoelsysteem:Houdt het snijgebied schoon en koel.
- CNC-controller:Vertaalt de deelgeometrie naar precieze bewegingspaden.
Precisie in draad-EDM ontstaat door de synchronisatie van deze systemen, waardoor onderdelen kunnen worden bewerkt met toleranties die vaak in micrometers worden gemeten.
Materialen geschikt voor draad-EDM
Een van de grootste voordelen van Wire EDM is het vermogen om te werken met materialen die moeilijk op traditionele wijze te bewerken zijn:
- Geharde gereedschapsstalen(vaak boven de 40 HRC)
- Wolfraamcarbide
- Titaniumlegeringen
- Inconel en nikkel-gebaseerde superlegeringen
- Koper- en aluminiumlegeringen
- Grafiet en andere geleidende materialen
De enige vereiste is dat het werkstuk elektrisch geleidend moet zijn. Materialen zoals keramiek, kunststoffen en composieten kunnen over het algemeen niet worden gesneden met Wire EDM, tenzij ze gecoat of geleidend zijn gemaakt.
Voordelen van precisiedraad-EDM
Extreem hoge nauwkeurigheid
Draad-EDM kan toleranties binnen ±0,001 mm bereiken en oppervlakteafwerkingen die de noodzaak van secundaire bewerkingen minimaliseren. Dit niveau van precisie is cruciaal voor onderdelen zoals matrijzen, mallen, medische implantaten en lucht- en ruimtevaartcomponenten.
Complexe meetkunde
Omdat het een dunne draad en elektrische ontladingen gebruikt, kan Wire EDM ingewikkelde interne onderdelen, scherpe hoeken en dunne wanden doorsnijden die lastig zijn voor frezen of draaien.
Minimale mechanische spanning
Omdat er geen direct gereedschapscontact is,precisiedraad-EDMoefent geen snijkrachten uit op het deel. Dit betekent dat er geen vervorming of spanning wordt veroorzaakt, waardoor de dimensionale integriteit behouden blijft, vooral bij dunne of kwetsbare componenten.
Werken op Harde Materialen
Draad-EDM blinkt uit in het bewerken van geharde staalsoorten en superlegeringen zonder dat het materiaal voor het snijden zacht of geglinsterd hoeft te worden.
Uitstekende oppervlaktekwaliteit
De gecontroleerde aard van vonkererosie zorgt voor fijne oppervlakteafwerkingen, waardoor polijsten of slijpen in veel toepassingen minder nodig is.
Beperkingen en Afwegingen
Hoewel Wire EDM overtuigende voordelen biedt, is het niet perfect voor elk scenario:
- Langzame materiaalverwijdering:Elektrische erosie verloopt langzamer dan mechanisch snijden, waardoor Wire EDM minder efficiënt is voor het verwijderen van groot of bulkmateriaal.
- Alleen geleidende materialen:Niet-geleidende werkstukken moeten geleidend worden gemaakt voordat ze bewerken.
- Draadkosten en verbruiksartikelen:Draad- en diëlektrische vloeistofverbruiksstoffen verhogen de operationele kosten.
- Randafronding:De vonkafstand leidt tot lichte hoekradius, waarmee in het ontwerp rekening moet worden gehouden.
Ondanks deze beperkingen,precisiedraad-EDMis vaak de enige haalbare methode voor zeer nauwkeurige en complexe onderdelen.
Vergelijking met andere bewerkingsmethoden
Draad-EDM versus CNC-frezen
CNC-frezen gebruikt gereedschapsdelen om materiaal fysiek te verwijderen. Het is sneller voor het verwijderen van materiaal en grotere onderdelen, maar het ondervindt uitdagingen bij het snijden van extreem harde legeringen of ingewikkelde interne onderbrekingen. Wire EDM vult deze kloof met superieure precisie en het vermogen om complexe profielen met weinig mechanische spanning te snijden.
Draad-EDM versus die sinkende EDM
Beide zijn EDM-processen, maar:
- Draad-EDM:Gebruikt een doorlopende draad en is ideaal om door onderdelen te snijden.
- De zinkende EDM:Gebruikt gevormde elektroden om holtes en mallen te eroderen.
Draad-EDM heeft de voorkeur voor doorgesneden toepassingen en onderdelen die nauwe toleranties op profielen vereisen.
Toepassingen van draad-EDM in de moderne productie
Wire EDM wordt uitgebreid gebruikt in sectoren die precisie en betrouwbaarheid eisen.
Lucht- en ruimtevaartindustrie
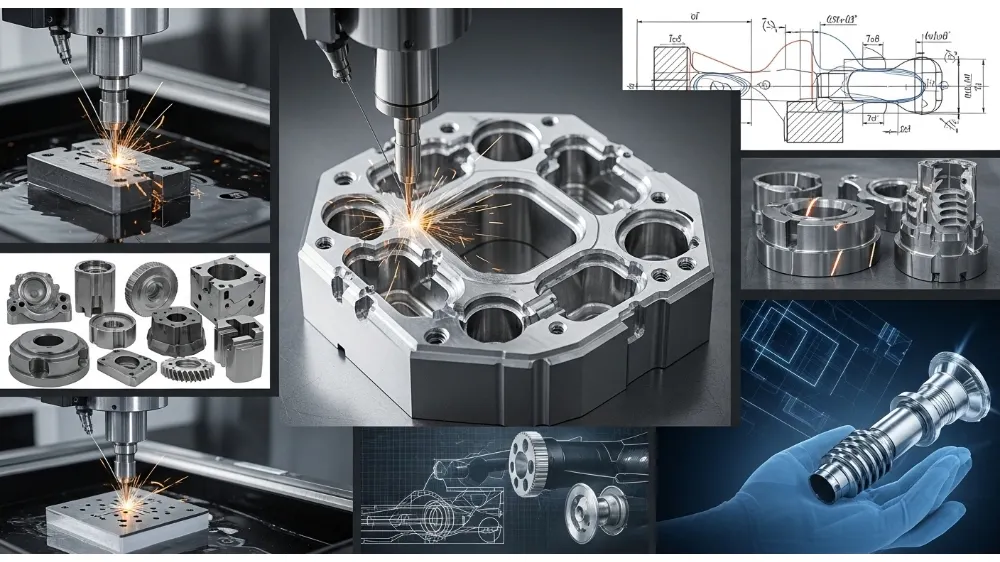
Lucht- en ruimtevaartonderdelen vereisen vaak complexe geometrieën in harde superlegeringen die moeilijk conventioneel te bewerken zijn. Brandstofinjectorcomponenten, turbineonderdelen en precisiebeugels profiteren van Wire EDM.
Gereedschaps- en matrijsmaken
Mallen, ponsen, matrijzen en ingewikkelde gereedschapsinzetstukken worden vaak gesneden met Wire EDM vanwege de hoge nauwkeurigheid en herhaalbaarheid.
Medische Hulpmiddelen
Medische implantaten en instrumenten — zoals op maat gemaakte protheses, chirurgische instrumenten en precisiecomponenten — vereisen zowel nauwkeurigheid als oppervlaktekwaliteit die Wire EDM biedt.
Autoproductie
Draad-EDM wordt gebruikt om precisie-transmissieonderdelen, sensoren, connectoren en prototypecomponenten te snijden, vooral wanneer hardheid en kleine kenmerken vereist zijn.
Programmeren en besturing: hoe CNC-geleidingen EDM bedraaden
Draad-EDM is afhankelijk van geavanceerde CNC-programmering om nauwkeurige snijbanen te volgen. CAD/CAM-software zet 3D-ontwerpen om in bewegingsinstructies, waarbij parameters worden aangepast zoals:
- Draadvoedingssnelheid
- Puls aan/uit duur
- Servo gap control
- Voedingsstappen voor afwerkpassen
Operators optimaliseren deze instellingen op basis van materiaaltype, onderdeelgeometrie en gewenste oppervlakteafwerking.
Diëlektrische vloeistoffen en draadselectie
Diëlektrische vloeistof (vaak gedeïoniseerd water) vervult meerdere functies: het koelt de snijzone, spoelt geërodeerde deeltjes door en stabiliseert het elektrische ontladingsgedrag. De draad zelf beïnvloedt de kwaliteit van de knip; Veelvoorkomende draadtypen zijn gecoate messing draad voor fijne afwerkingen of dikkere draden voor sneller snijden.
Tips voor succesvolle draad-EDM-operaties
- Programmeer altijd lead-in en lead-out paden om draadbreuk te voorkomen.
- Gebruik meerdere passes (ruwe en afwerking) voor de beste oppervlaktekwaliteit.
- Monitor de diëlektrische reinheid om kortsluitingen en instabiliteit in het snijden te voorkomen.
- Houd een constante draadspanning voor precieze snijprofielen.
- Kies draaddiameter op basis van de grootte van het kenmerk en de afwerkingsvereisten.
Kosten en overwegingen voor fabrikanten
Draad-EDM-machines hebben hogere kosten per onderdeel vanwege verbruiksartikelen en lagere snijsnelheden vergeleken met conventionele bewerking. Voor hoogprecisiecomponenten compenseert de vermindering van secundaire bewerkingen en verbeterde onderdeelkwaliteit vaak de extra kosten.
Veelgestelde Vragen (FAQ)
V1: Welke materialen kan Wire EDM doorsnijden?
A: Draad-EDM kan elk elektrisch geleidend materiaal doorsnijden, waaronder gehard staal, titanium, superlegeringen, koperlegeringen en grafiet.
V2: Is Wire EDM geschikt voor massaproductie?
A: Ja, wanneer precisie zwaarder weegt dan de cyclustijd, en wanneer herhaalbaarheid en nauwkeurigheid cruciaal zijn. Automatisering helpt de productie op te schalen.
V3: Welke dikte kan Wire EDM aan?
A: Praktische snijdiktes variëren van dunne folies tot onderdelen van enkele honderden millimeters dik, afhankelijk van de machinecapaciteit.
V4: Hoe precies is Wire EDM?
A: Typische toleranties liggen binnen micrometers, en oppervlakteafwerkingen zijn vaak superieur aan mechanische snijmethoden.
V5: Creëert Wire EDM hitte-beïnvloede zones?
A: Minimale warmte is gelokaliseerd, en de diëlektrische vloeistof koelt het gebied snel af, wat resulteert in verwaarloosbare thermische vervorming.
V6: Welke sectoren gebruiken Wire EDM het meest?
A: Lucht- en ruimtevaart, medische apparaatproductie, precisieonderdelen voor auto's en gereedschap/matrijzen maken vaak gebruik van draad-EDM voor hoognauwkeurige componenten.
Conclusie
Precisiedraad-EDM is een krachtige en onmisbare technologie in de moderne productie, die ongeëvenaarde nauwkeurigheid biedt, het vermogen om complexe geometrieën te snijden en compatibiliteit met harde of hittegevoelige materialen. Hoewel langzamer en duurder dan sommige traditionele methoden, maken de voordelen op het gebied van precisie, oppervlaktekwaliteit en stressvrij snijden het tot een essentieel hulpmiddel voor de lucht- en ruimtevaart, medische en hoogprecisietechniek.
Door te begrijpen wat precisiedraad-EDM is, hoe het werkt en waar het het meest effectief is, kunnen ingenieurs en fabrikanten betere beslissingen nemen over bewerkingsstrategieën die kwaliteit maximaliseren, verspilling minimaliseren en het productierisico verminderen.