
Precisiemetaalstansdiensten voor maatwerkonderdelen: De definitieve gids voor nauwkeurigheid in hoge volumes
Precisie-metaalstansdiensten voor maatwerkonderdelen vormen de ruggengraat van de moderne productie, waarbij vlakke metalen platen worden omgevormd tot complexe, hoogtolerante componenten die worden gebruikt in de luchtvaart-, medische en auto-industrie. Dit proces maakt gebruik van gespecialiseerde matrijzen en hogesnelheidspersen om ervoor te zorgen dat elk onderdeel identiek, kosteneffectief en structureel solide is. Of je nu een prototype opschaalt of overstapt op massaproductie, het begrijpen van de nuances van het stempelen is essentieel voor het succes van het project.
Wat zijn precisie metaalstansdiensten voor maatwerkonderdelen?
Precisie-metaalstansdiensten voor maatwerkonderdelen omvatten een koudvormingsproces waarbij matrijzen en stanspersen worden gebruikt om plaatmetaal in specifieke vormen te veranderen. Door extreme druk uit te oefenen wordt het metaal afgebroken, gebogen en gevormd tot ingewikkelde componenten met toleranties tot wel +/- 0,001 inch, wat een herhaalbare kwaliteit garandeert voor grootschalige productieseries.
In de kern draait precisie-stansen om het huwelijk tussen metallurgie en mechanische kracht. In tegenstelling tot CNC-bewerking, die materiaal verwijdert, hervormt stansen het materiaal. Dit resulteert in minder afval en snellere cyclustijden. Uit mijn ervaring met het toezicht houden op productielijnen is de overgang van een bewerkt prototype naar een gestanst productieonderdeel waar "schaalvoordeel" echt zichtbaar worden. Je maakt niet alleen een onderdeel; Je bent bezig met het creëren van een herhaalbaar resultaat.
Waarom zou je kiezen voor precisiestempelen voor grootschalige productie?
Precisiestansen is de voorkeurskeuze voor grootschalige productie omdat het ongeëvenaarde snelheid, consistentie en een lagere kosten per onderdeel biedt dan andere methoden. Zodra het eerste gereedschap is gemaakt, maakt het proces de snelle productie van duizenden identieke onderdelen mogelijk met minimale menselijke tussenkomst, wat de arbeidskosten en materiaalverspilling aanzienlijk vermindert.
Als je kijkt naar een productierun van 50.000 stuks of meer, wordt de ROI van het stansen onmiskenbaar. Hoewel de initiële kosten van een progressieve dobbelsteen aanzienlijk kunnen zijn, zijn de efficiëntiewinsten enorm.
Belangrijkste voordelen van precisiestempelen:
- Snelheid: Moderne persen kunnen honderden slagen per minuut uitvoeren.
- Duurzaamheid: Stansen kan werken met geharde legeringen die moeilijk te bewerken zijn.
- Nauwkeurigheid: Geavanceerde sensoren in de chip detecteren microscopische afwijkingen, zodat elk onderdeel voldoet aan het CAD-model.
- Materiaalefficiëntie: Gespecialiseerde inbouwsoftware optimaliseert de indeling van de metalen spoel om schroot te minimaliseren.
Wat zijn de veelgebruikte materialen bij metaalstansdiensten?

De materialen die worden gebruikt bij precisiemetaalstansdiensten zijn onder andere roestvrij staal, aluminium, koper, messing en speciale legeringen zoals titanium of inconel. De keuze hangt af van de omgeving van het onderdeel, de benodigde geleidbaarheid en de mechanische sterkte. Elk materiaal reageert anders op de matrijs, wat specifieke smerings- en drukinstellingen vereist om scheuren of terugveeren te voorkomen.
In de wereld van maatwerkonderdelen is materiaalkeuze het punt waar veel ontwerpers hun budget maken of breken. Zo biedt roestvrij staal weliswaar een uitstekende corrosiebestendigheid, maar het is zwaarder voor het gereedschap dan aluminium. Als je ook aan hybride assemblages werkt, moet je misschien weten hoe je onderdelen ontwerpt voor het gietproces van siliconenrubber om ervoor te zorgen dat je metalen inserts correct hechten met elastomercoatings.
Topmaterialen en hun toepassingen:
- Roestvrij staal: Ideaal voor medische apparaten vanwege de biocompatibiliteit.
- Koper: De gouden standaard voor elektrische connectoren en aansluitingen.
- Aluminium: Gekozen vanwege de hoge sterkte-gewichtsverhouding in de lucht- en ruimtevaart.
- Voorgegalvaniseerd metaal: Het gebruik van voorgegalvaniseerd staal kan de noodzaak voor afwerking na de productie elimineren.
Hoe werkt het progressieve stempelproces?
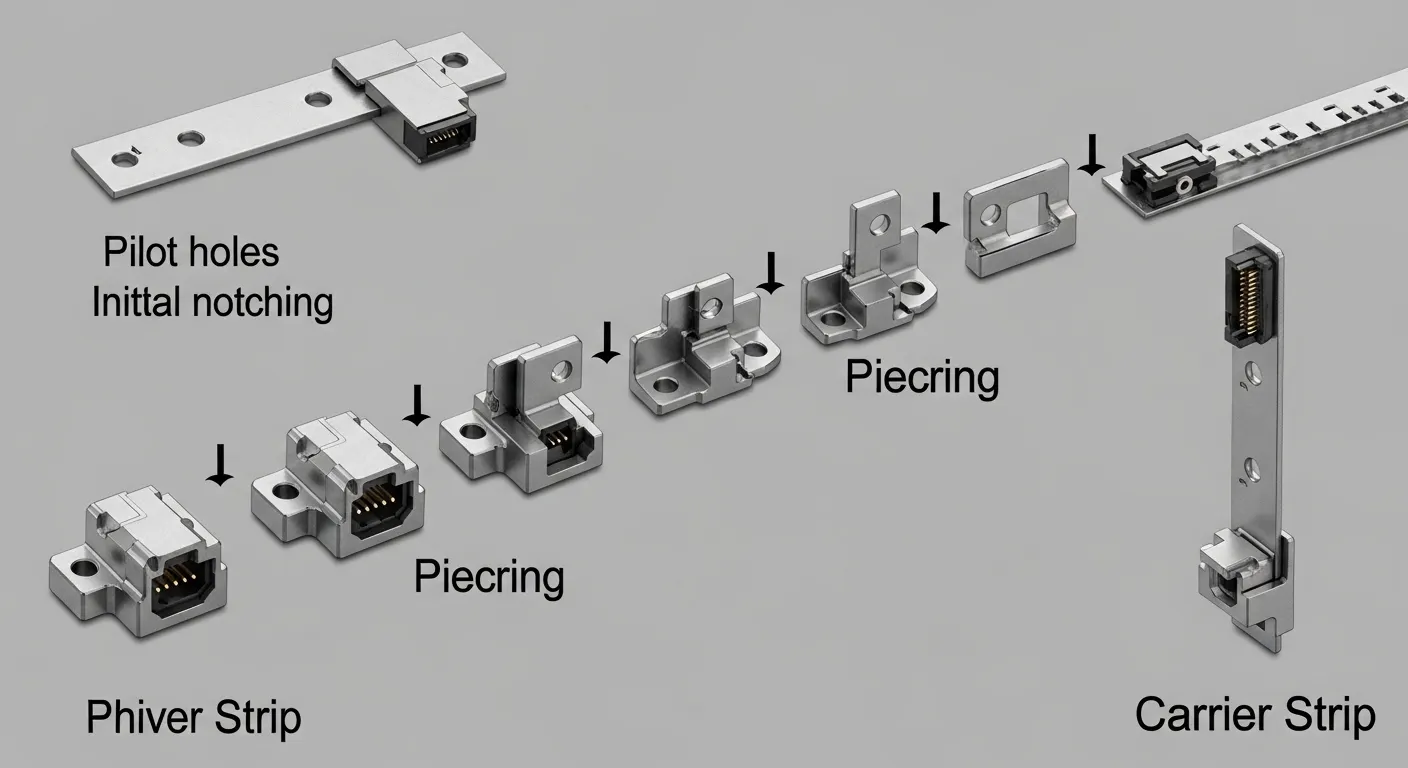
Progressief stansen werkt door een metalen spoel door een reeks stations binnen één matrijsset te voeren. Elk station voert een andere handeling uit—zoals piercing, coining of buigen—totdat het laatste deel van de draagstrip is gesneden. Deze "assemblagelijn"-benadering binnen de pers maakt complexe geometrie in één slag mogelijk.
Stel je een lange strook metaal voor die door een machine beweegt. Bij station één wordt er een gat geponst. Bij station twee is een flens gebogen. Bij station drie is er een logo gegraveerd. Tegen de tijd dat de strip het einde bereikt, valt een afgewerkt onderdeel eruit. Dit is het toppunt van efficiëntie.
Tijdens mijn jaren op de fabrieksvloer heb ik gezien dat de "stripindeling" het belangrijkste document in de werkplaats is. Een goed ontworpen strook minimaliseert "webschroot" (het metaal tussen onderdelen) en zorgt ervoor dat het onderdeel stabiel blijft terwijl het door de matrijs beweegt. Als stabiliteit verloren gaat, gaat de tolerantie verloren.
Wat zijn de verschillende soorten metaalstanstechnieken?
De belangrijkste typen metaalstanstechnieken zijn progressief matrijsstansen, diep trekken, vierschuifstansen en samengestelde stansen. Diepe trekking wordt gebruikt voor holle, cilindrische onderdelen zoals batterijbussen, terwijl vier-schuif (of meervoudige) stansen ideaal is voor complexe draadvormen en kleine connectoren die meerdere bochten vanuit verschillende hoeken vereisen.
De juiste techniek kiezen is een kwestie van geometrie:
- Diepe trekking: Gebruikt wanneer de diepte van het onderdeel de diameter overschrijdt. Het rekt het metaal uit tot een bekervorm.
- Four-slide: Het beste voor clips en beugels. Het gebruikt vier horizontale geleidingen om het metaal rond een middelgereedschap te "wikkelen".
- Samengestelde Stansen: Voert meerdere sneden of bochten uit in één station. Het is langzamer dan progressief stampen, maar behoudt een uitzonderlijke vlakheid.
Hoe zorgt u voor kwaliteitscontrole bij precisie-metaal stansen?
Kwaliteitscontrole bij precisie-metaal stansen wordt gegarandeerd door een combinatie van in-die-sensoren, geautomatiseerde visiesystemen en strenge handmatige inspecties. In-die-sensoren detecteren "slug pulling" of variaties in materiaaldikte in realtime, waardoor de pers onmiddellijk wordt stilgelegd om schade aan het gereedschap of de productie van defecte onderdelen te voorkomen.
We controleren niet alleen de onderdelen aan het einde; we controleren ze tijdens het proces. We maken gebruik van CMM (Coördinatenmeetmachines) om het eerste artikel te verifiëren aan de hand van het originele blauwdruk. Bovendien, als uw metalen onderdeel bestemd is voor een medische omgeving, moet u ervoor zorgen dat het voldoet aan strikte regelgeving. Als het bijvoorbeeld wordt gecombineerd met medisch kwaliteit pakkingen, moet je controleren of de siliconenrubber door de FDA is goedgekeurd voor medische apparaten om de integriteit van de hele assemblage te behouden.
Onze kwaliteitschecklist bevat:
- Eerste Artikelinspectie (FAI): Het eerste deel van het gereedschap verifiëren.
- SPC (Statistical Process Control): Metingen monitoren over duizenden cycli om gereedschapsslijtage te volgen.
- Visuele inspectie: Controleren op bramen, krassen of olieverontreiniging.
- Materiaalcertificering: Ervoor zorgen dat de ruwe metalen spoel voldoet aan de gespecificeerde chemische eigenschappen.
Welke factoren beïnvloeden de kosten van maatwerk metalen stansen?
De kosten van maatwerk metalen stansen worden beïnvloed door materiaaltype, onderdeelcomplexiteit, gereedschapsontwerp en productievolume. Hoewel complexe onderdelen duurdere multistation-matrijzen vereisen, dalen de kosten per eenheid aanzienlijk naarmate het volume toeneemt, omdat de initiële gereedschapsinvestering wordt gecompenseerd over een groter aantal voltooide componenten.
Uitsplitsing van kostenfactoren:
- Tooling (CapEx): Dit is je grootste initiële kosten. Een eenvoudige blanking-dobbelsteen kan $5.000 kosten, terwijl een complexe progressieve dobbelsteen meer dan $100.000 kan kosten.
- Materiaal (OpEx): Grondstofprijzen voor staal en koper fluctueren. Ontwerpen voor minimaal schroot is de beste manier om dit te beheersen.
- Secundaire operaties: Moet het onderdeel worden verwarmd, plat of ontbramen? Deze voegen "details" en kosten toe.
- Toleranties: Vragen om +/- 0,0005" wanneer +/- 0,005" voldoende is, verdrievoudigt je kosten vanwege de precisie die in de matrijs vereist is.
Hoe optimaliseer je je onderdeelontwerp voor metaalstansen?
Om het ontwerp van onderdelen voor metaalstansen te optimaliseren, moet je een uniforme wanddikte behouden, scherpe binnenhoeken vermijden en gaten plaatsen die minstens twee keer zo dik zijn als het materiaal van de randen. Ontwerpen op "productiebaarheid" zorgt ervoor dat het metaal correct in de matrijs stroomt, waardoor het risico op scheuren of overmatige gereedschapsslijtage afneemt.
Design for Manufacturing (DFM) is de geheime saus. Een veelgemaakte fout die ik zie is dat ontwerpers metaal als plastic behandelen. Metaal heeft "geheugen." Als je hem buigt, wil hij terugspringen. Als je een gat te dicht bij een bocht maakt, zal het gat vervormen tot een ovaal.
Als je samenstelling extreme hitte veroorzaakt, moet je ook rekening houden met de thermische limieten van omliggende materialen. Begrijpen welke temperatuur siliconenrubberen onderdelen kunnen weerstaan is cruciaal als je metaalgestanste beugel een afdichting vasthoudt in een motoromgeving met hoge hitte.
Welke industrieën vertrouwen het meest op precisie-metaalstansen?
Industrieën zoals de auto-industrie, lucht- en ruimtevaart, medische technologie, elektronica en hernieuwbare energie zijn sterk afhankelijk van precisie-metaalstansen. Deze sectoren vereisen hoogwaardige onderdelen — zoals accupolen, chirurgische instrumenten en structurele beugels — die in grote hoeveelheden geproduceerd kunnen worden terwijl ze 100% voldoen aan veiligheids- en prestatiespecificaties.
- Automobiel: De verschuiving naar elektrische auto's heeft de vraag naar koperen busbars met hoge geleidbaarheid sterk doen toenemen.
- Medisch: Chirurgische nietjes en orthopedische implantaten vereisen de extreme netheid en precisie van het stempelen.
- Consumentenelektronica: Denk aan de interne afscherming in je smartphone; die worden gestempeld met snelheden van duizenden per uur.
Conclusie: Samenwerken met de Right Stamping Expert
Precisie-metaalstansdiensten voor maatwerkonderdelen gaan over meer dan alleen een stuk metaal met een hamer slaan. Het is een hightech dans van natuurkunde, scheikunde en techniek. Door een partner te kiezen die de relatie tussen gereedschapsontwerp, materiaalkunde en kwaliteitscontrole begrijpt, zorgt u ervoor dat uw project van een concept naar een realiteit met een hoog marktaandeel gaat.
Bij het kiezen van een leverancier moet je zoeken naar een "one-stop-shop" die alles kan afhandelen, van DFM-advies en gereedschapsbouw tot massaproductie en tweede afwerking. Dit vermindert het risico op je toeleveringsketen en zorgt ervoor dat degene die het gereedschap heeft gebouwd verantwoordelijk is voor de kwaliteit van de onderdelen die het produceert.
FAQ: Precisiemetaalstansen
Tooling duurt meestal 4 tot 10 weken, afhankelijk van de complexiteit. Zodra het gereedschap is gevalideerd, kunnen productieonderdelen vaak binnen enkele dagen worden verzonden.
Meestal gebruiken we lasersnijden of soft-tooling voor prototypes. Hard-tooling voor stansen is over het algemeen voorbehouden aan volumes waarbij de opzetkosten gerechtvaardigd zijn.
Een braam is een kleine metalen richel die na het snijden achterblijft. In precisie-industrieën controleren we de braamhoogte strikt (vaak houden we deze onder de 10% van de materiaaldikte) om veiligheid en pasvorm te waarborgen.
Ja, de meeste stansdiensten omvatten of beheren secundaire processen zoals poedercoating, anodizeren en warmtebehandeling om een "plug-and-play" component te bieden.