
Precieze spuitgiettoleranties voor hoogwaardige kunststof onderdelen
De toleranties van spuitgieten zijn noodzakelijk bij het maken van kunststof onderdelen die voldoen aan de ontwerpeisen. Het is noodzakelijk dat ingenieurs en fabrikanten begrijpen hoe toleranties de prestaties, assemblage en pasvorm van onderdelen beïnvloeden. Toleranties bepalen hoeveel variatie in afmetingen gebruikt kan worden, en het is acceptabel omdat de onderdelen goed kunnen werken, maar niet duur zijn om te produceren.
Met behulp van effectief beheer van toleranties is het mogelijk het assemblageprobleem te vermijden, schroot te minimaliseren en de productie-efficiëntie te verhogen. Fabrikanten moeten een dunne lijn vinden tussen de toleranties die gehaald kunnen worden en het gedrag van het materiaal, de geometrie van onderdelen en de productieprocessen.
Wat zijn de toleranties voor spuitgieten?
Spuitgiettoleranties verwijzen naar het variatiebereik dat op het deel van plastic is toegestaan. Deze variaties verklaren factoren zoals krimp, materiaalgedrag, malprecisie en verwerkingsomstandigheden. Toleranties zijn nodig om de integriteit van functies en correcte assemblage van componenten te waarborgen.
Tolerantie-eisen worden normaal gesproken weergegeven als optelling of aftrekking van nominale afmeting. Deze waarden geven acceptabele variatie aan in lengte, breedte, hoogte, diameter of dikte van een muur. Kennis van deze parameters zorgt ervoor dat gevormde onderdelen altijd kunnen voldoen aan de eisen van het ontwerp.
Factoren die de toleranties van spuitgieten beïnvloeden
Er zijn een aantal bepalende factoren die de toleranties beïnvloeden die tijdens spuitgietprocessen kunnen worden verkregen:
Materiaaleigenschappen: De koeling van verschillende kunststoffen heeft verschillende snelheden, en dit heeft invloed op de uiteindelijke maten.
Deelgeometrie: De uniforme krimp wordt beïnvloed door complexe geometrieën, dunne wanden en diepe holtes.
Mallontwerp: Nauwkeurigere onderdelen met kleinere toleranties worden gemaakt met hoogprecisiemallen.
Verwerkingsvoorwaarden: Dimensionale uitkomsten kunnen worden veranderd door de injectiesnelheid, temperatuur en druk.
Koelsnelheden: Ongelijkmatige koelsnelheden kunnen leiden tot kromtrekken of vervormingen, wat de toleranties beïnvloedt.
Deze factoren kunnen worden gekend en gecontroleerd om te zorgen voor strengere toleranties zonder onnodige kosten of herwerking door de fabrikant.
Richtlijnen voor standaardtolerantie
Deze normen in de industrie zijn algemene richtlijnen voor injectiegiettoleranties. Toleranties voor kunststof onderdelen worden over het algemeen vermeld in ISO 20457 en ASTM D3761. Een voorbeeld van deze richtlijnen is gebaseerd op het type materiaal, de grootte van het onderdeel en de dikte van de wanden om advies te geven over mogelijke limieten.
Ter illustratie: een 50 mm afmeting van een klein ABS-onderdeel kan een variatie van ±0,2 mm verdragen, maar een groter onderdeel of een flexibeler materiaal kan een variatie van ±0,5 mm nodig hebben. Kennis van deze principes stelt ontwerpers in staat realistische specificaties van onderdelen te formuleren.
Strakke versus losse toleranties
Strikte toleranties verbeteren de pasvorm en werking, ten koste van grotere gereedschapscomplexiteit en productiekosten. Deze losse toleranties zijn eenvoudiger te verkrijgen en goedkoper, maar kunnen de functionaliteit van onderdelen of de nauwkeurigheid van de productie beïnvloeden.
De afwegingen tussen prestaties en kosten zijn degene waar ontwerpers rekening mee moeten houden. Bij kritieke onderdelen zoals snap-fits of mechanische onderdelen die met elkaar moeten verbinden, is een strengere tolerantie vereist. In het geval van esthetische of niet-functionele oppervlakken kunnen nauwe toleranties worden getolereerd.
Dimensionale controle voor spuitgieten
De combinatie van malontwerp, materiaalkeuze en verwerkingsbeheer is nodig om de afmetingen van het onderdeel te beheersen. Het koelsysteem van de malen moet worden geoptimaliseerd om kromtrekken te verminderen, evenals onrechtvaardige krimp. Dimensionale consistentie wordt ook bereikt door een uniforme wanddikte en correcte diepganghoeken.
Consistentie in de grootte van de holte, zelfs bij lange productieproducties, wordt gehandhaafd door regelmatig onderhoud van de mallen. Temperatuur, druk en injectiesnelheid moeten streng worden gecontroleerd om herhaalbare toleranties te garanderen. Nauwkeuriger en minder variatie van onderdelen kan worden bereikt met geavanceerde systemen van procescontrole.
Veelvoorkomende Tolerantie-uitdagingen
Bij spuitgieten zijn er een aantal problemen die meestal voorkomen bij het proberen nauwkeurige niveaus van spuitgieten te bereiken:
Krimpvariabiliteit: De uiteindelijke afmetingen kunnen variëren door variaties in materiaalbatches of vochtgehalte.
Vervorming: Onevenwichtige afkoeling of overgang tussen dik en dun veroorzaakt vervorming van onderdelen.
Gereedschapsslijtage: Matrijsholtes kunnen slijten en grotere dimensionale afwijkingen aannemen.
Materiaalstroming: De stroming die tijdens de injectie wordt gebruikt kan ongelijkmatig zijn, wat resulteert in een niet-consistente dikte van de wanden.
Door deze problemen te bepalen in een aanbestedingsfase van de ontwerp- en prototypingfase, kan men zeer dure fouten in de faseproductie vermijden.
Ontwerprichtlijnen voor precieze toleranties
Om onderdelen te kunnen ontwerpen die met hoge precisie moeten worden geïnjecteerd, moet men letten op het ontwerp:
Zorg voor consistentie in de dikte van de wanden om schommelingen in krimp te minimaliseren.
Gebruik treklijnen om het uitwerpen van onderdelen gemakkelijk te maken zonder vervorming.
Gebruik materialen die voorzien krimpkenmerken hebben.
Houd rekening met lichte overdimensionering om bekende krimppercentages mogelijk te maken.
Werk samen met de makers van mallen om te bepalen welke toleranties haalbaar zijn.
Het gebruik van deze strategieën zal resulteren in de creatie van betrouwbare en dimensionaal nauwkeurige componenten en de productiekosten reguleren.
Effecten van toleranties op assemblage
Toleranties moeten zorgvuldig worden gereguleerd om ervoor te zorgen dat componenten op hun plek passen. Bij meerdere componentassemblages kan dimensievariatie leiden tot misuitlijning, overmatige slijtage of defecten.
Snap-fits, scharnieren en aansluitvlakken moeten nauwkeurig worden getolereerd om een soepele werking en structurele integriteit te garanderen. Overtoleranties kunnen problemen veroorzaken tijdens de assemblage en te weinig toleranties kunnen leiden tot verlies van stabiliteit of mechanische prestaties.
Geavanceerde technieken voor tolerantieverificatie
Verificatie en meting in moderne productie: Tolerantienaleving in moderne productie wordt uitgevoerd met behulp van meet- en verificatietechnieken:
Coördinatenmeetmachines (CMM's): Kunnen zeer nauwkeurige metingen geven in drie dimensies.
Laserscanning: Legt de geometrie van onderdelen vast om digitaal te vergelijken met het ontwerpen van modellen.
Gauge-gereedschap: Aangepaste of gestandaardiseerde meters worden gebruikt om belangrijke afmetingen in korte tijd te meten.
Statistische Procescontrole (SPC): Observeert de variatietrend tussen productieruns om drift te detecteren.
Deze methoden stellen fabrikanten in staat de kwaliteit te behouden en ervoor te zorgen dat de onderdelen op elk moment binnen de tolerantiegrens blijven.

Voordelen van het reguleren van spuitgiettoleranties
Tolerantiecontrole heeft verschillende voordelen:
Verlaag de kosten voor schroot en herwerk.
Betere assemblagebetrouwbaarheid.
Reguliere kwaliteit en prestaties van het product.
Verhoogde klanttevredenheid en verminderde retouren.
Efficiëntie en kortste cyclustijdproductie.
Nauwe maar beheersbare toleranties stellen fabrikanten in staat om kwaliteit, kosten en doorvoer effectief te beheren.
Veelgestelde Vragen (FAQ)
V1: Wat zijn de toleranties voor spuitgieten?
Toleranties bij spuitgieten bepalen de variatie binnen de afmetingen van het onderdeel die een onderdeel geschikt en werkend kan maken.
V2: Wat is het belang van toleranties bij spuitgieten?
Ze controleren of onderdelen correct in elkaar zijn gezet, operationeel zijn en van de vereiste standaard voldoen en minimaliseren ook het afval.
V3: Hoe worden toleranties gemeten?
Gereedschappen zoals CMM's, laserscanners, gauges en remklauwen worden gebruikt om toleranties te meten en zo afmetingen te bepalen.
V4: Kunnen verschillende materialen dezelfde toleranties bereiken?
Nee. Verschillende kunststoffen verschillen in krimpsnelheid en doorstromingseigenschappen, wat de haalbare toleranties beïnvloedt.
V5: Hoe beïnvloeden strakke toleranties de kosten?
Strengere toleranties verhogen de gereedschapskosten, inspectiekosten en productietijd.
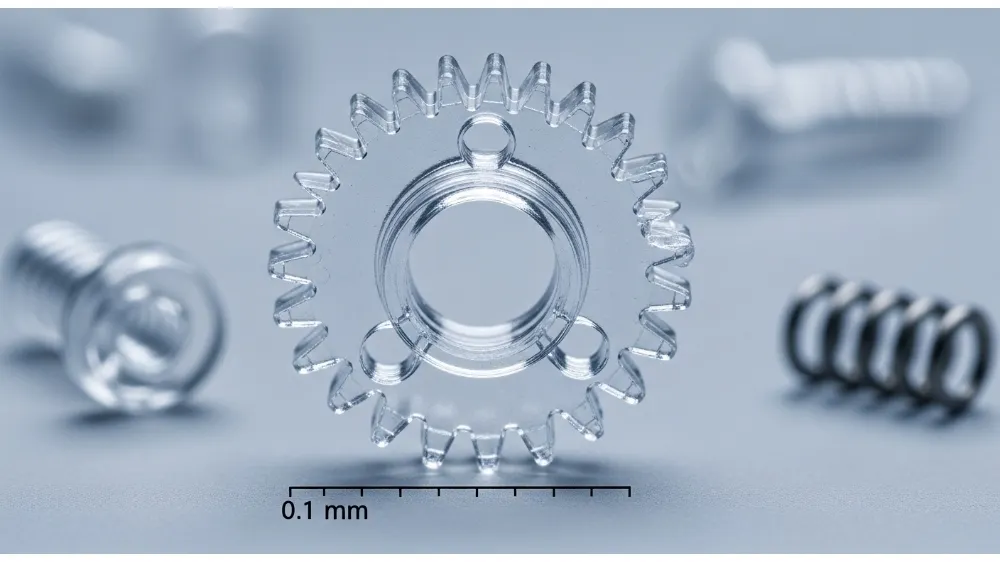
V6: Wat is het typische tolerantiebereik voor kleine plastic onderdelen?
Normaal gesproken ±0,1 mm tot ±0,3 mm, afhankelijk van materiaal en gietproces.
V7: Hoe kunnen ontwerpers krimp compenseren?
Kritieke afmetingen kunnen iets te groot zijn, muren kunnen uniform zijn en voorspelbare krimpmaterialen kunnen worden gekozen.
Conclusie
Het is belangrijk dat de exacte toleranties voor spuitgieten worden begrepen om de kunststof onderdelen van hoge kwaliteit te maken. Wanneer de materiaaleigenschappen, het matrijsontwerp, de onderdeelgeometrie en de procescontrole worden meegenomen, kunnen fabrikanten de juiste afmetingen, de betrouwbare assemblage en de stabiele prestaties van de producten verkrijgen. Tijdige oplossing van tolerantieproblemen garandeert dat kunststof componenten worden geproduceerd om te ontwerpen, kosten te besparen en efficiënt te blijven binnen een productieserie.