
Plastic spuitgietproces: stapsgewijze gids
De stappen van het kunststof spuitgietproces vormen een hooggeconstrueerde cyclus die ruwe polymeerpellets omzet in precieze, hoogwaardige onderdelen. Deze productietechniek vormt de ruggengraat van de moderne productie en is verantwoordelijk voor alles van medische spuiten tot onderdelen van het dashboard van auto's. Door inzicht te krijgen in de mechanische nuances van elke fase—van klemmen en injecteren tot koeling en uitwerpen—kunnen ingenieurs de cyclustijden optimaliseren en de productiekosten aanzienlijk verlagen. Deze definitieve gids legt de complexe reis van hars naar realiteit uiteen, zodat uw project optimale efficiëntie en structurele integriteit bereikt.
Wat is het kunststof spuitgietproces?
Het kunststof spuitgietproces is een cyclische productiemethode waarbij gesmolten kunststof onder hoge druk in een speciaal ontworpen metalen mal wordt geduwd. Zodra het materiaal is afgekoeld en gestold tot de vorm van de holte, opent de mal zich om het afgewerkte onderdeel uit te werpen. Dit proces wordt gewaardeerd vanwege zijn vermogen om duizenden identieke, complexe componenten te produceren met hoge dimensionale nauwkeurigheid en minimale afval.
In mijn twee decennia op de fabrieksvloer heb ik veel ontwerpers dit proces zien behandelen als een "black box." Ze doen CAD en verwachten onderdelen eruit. De realiteit is echter veel tastbaarder. Ik herinner me een project voor een high-end consumentenelektronicamerk waarbij de onderdelen constant "zilveren strepen" of spreid uitkwamen. Door de stappen van het spuitgietproces van plastic te analyseren, realiseerden we ons dat de hars niet de vereiste vier uur bij 80°C was gedroogd. Die kleine fout in de "pre-stap" kostte de klant drie dagen downtime. Het proces is slechts zo sterk als zijn zwakste schakel.

Wat zijn de primaire stappen van het spuitgietproces van kunststof?
De primaire stappen van het spuitgietproces van kunststof bestaan uit zes hoofdfasen: Klemmen, Injecteren, Inwonen (Vasthouden), Koelen, Mal Openen en Uitwerpen. Deze hele volgorde, bekend als de "vormcyclus", duurt doorgaans tussen de 10 seconden en twee minuten, afhankelijk van de wanddikte van het onderdeel en de thermische eigenschappen van het gebruikte materiaal.
De efficiëntie bij het gieten wordt gemeten in seconden. Als je twee seconden van een cyclus van 30 seconden kunt besparen door beter thermisch beheer, verhoog je je dagelijkse output met bijna 7%. Bij projecten met groot volume is deze efficiëntie het verschil tussen een winstgevende onderneming en een financiële inspanning.
De 6 kernfasen van de gietcyclus
Waarom is de klemfase cruciaal voor de kwaliteit van het onderdeel?
De klemfase is cruciaal omdat deze "flash" voorkomt—overtollig plastic dat uit de malnaden lekt—door voldoende hydraulische of elektrische kracht uit te oefenen om de hoge druk van het binnenkomende gesmolten plastic tegen te gaan. Als de klemkracht te laag is, kunnen de malhelften iets loskomen; Als het te hoog is, kan het de schimmel of ventilatiepaden beschadigen, wat leidt tot vastzittende gas en brandplekken.
Het berekenen van de vereiste tonnage is een precieze wetenschap. Over het algemeen heb je tussen de 2 en 5 ton klemkracht nodig voor elke vierkante centimeter van het "projectele oppervlak" van het onderdeel. Als je een plastic spuitgietonderdeel met een groot oppervlak giet, heb je een machine nodig met een enorme klemcapaciteit om het gereedschap stevig gesloten te houden.
Hoe beïnvloedt de injectiefase de structurele integriteit?
De injectiefase beïnvloedt de structurele integriteit door het "smeltfront" te beheersen wanneer het de mal binnenkomt; als de injectiesnelheid te laag is, kan het plastic voortijdig afkoelen, wat "korte shots" veroorzaakt. Als het te snel is, kan de wrijving "schuifwarmte" veroorzaken, wat de polymeerketens afbreekt en de mechanische eigenschappen van het eindonderdeel verzwakt.
Tijdens de injectie werkt de reciproke schroef als een zuiger. Het gaat niet alleen om snelheid; Het gaat over een "geprofileerde" injectie. Moderne machines maken het mogelijk om de injectie langzaam te starten om het uitspuiten te voorkomen, te versnellen om het grootste deel van de holte te vullen, en dan weer te vertragen zodra de mal op volle capaciteit is. Dit niveau van controle is essentieel voor complexe 2k spuitgietmethoden waarbij twee verschillende materialen in dezelfde ruimte worden geïnjecteerd.
Wat gebeurt er tijdens de woon- en koelfase?
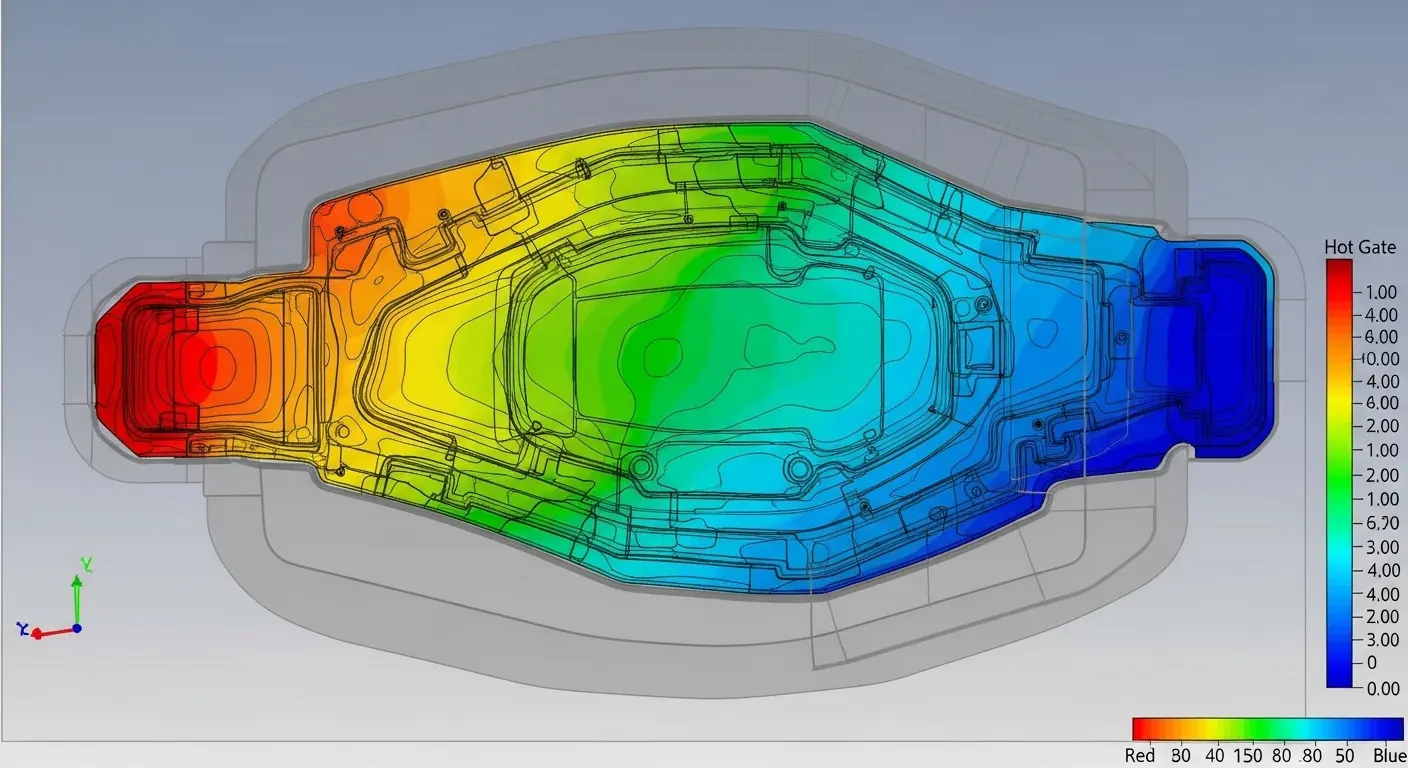
Tijdens het bewonen blijft de schroef druk uitoefenen om meer plastic in de mal te "verpaken" om de krimp van 15-20% te compenseren die optreedt als het materiaal afkoelt. Zodra de "gate" (het toegangspunt) verhardt, eindigt de woning en begint de koelfase, die tot 80% van de totale cyclustijd uitmaakt.
Koeling is waar de meeste beginners geld verliezen. Als je je 2k spuitgietonderdeel ontwerp voor een uniforme wanddikte niet hebt geoptimaliseerd, koelen sommige gebieden langzamer af dan andere, wat leidt tot kromtrekken of "sinksporen".
Tip: Gebruik "Conformal Cooling" in je malontwerp. Dit houdt in dat de malinzetstukken worden 3D-geprint met koelkanalen die exact de contour van het onderdeel volgen, waardoor 20-30% snellere koeling mogelijk is dan traditionele rechte lijnen.
Hoe worden onderdelen succesvol uitgeworpen zonder schade?
Onderdelen worden succesvol uitgeworpen met behulp van uitwerppennen, stripperplaten of luchtuitlaatplaten die het gestolde onderdeel van de malkern afduwen. Om een schone release te garanderen, moet het onderdeel worden ontworpen met "trekhoeken"—lichte taps toelopende verbanden op de verticale wanden—en moet het maloppervlak worden gepolijst of getextureerd volgens de specifieke "release"-eigenschappen van het materiaal.
Ik heb ooit geadviseerd over een medisch apparaat dat steeds barstte tijdens het uitwerpen. De ontwerper had geen diepgang op de interne ribben. Het onderdeel "kromp" in feite op de malkern als een doodsgreep. Door slechts 1 graad diepgang toe te voegen en een gespecialiseerde malvrijlaatlaag te gebruiken, hebben we het schrootpercentage van 15% naar nul verlaagd. Als je een 2k spuitgietgids volgt, weet je dat uitwerpen nog complexer wordt bij soft-touch overmolds die graag aan het gereedschap blijven plakken.
Welke factoren bepalen de totale cyclustijd?
De totale cyclustijd wordt bepaald door de thermische geleidbaarheid van het materiaal, de wanddikte van het onderdeel, de efficiëntie van het koelsysteem van de mal en de mechanische snelheid van de machine. Dikkere wanden vereisen exponentieel langere koeltijden, wat betekent dat een onderdeel met 4 mm wanden aanzienlijk meer dan twee keer zo lang nodig heeft om te produceren als een onderdeel met 2 mm wanden.
Cyclustijduitsplitsingsfactoren
- Materiaaltype: Kristalachtige kunststoffen (zoals PE) hebben over het algemeen langer nodig om af te koelen dan amorfe (zoals ABS).
- Wanddikte: Verdubbeling van de dikte verviervoudigt meestal de afkoeltijd.
- Matrijsmateriaal: Aluminium mallen koelen sneller af dan stalen mallen, maar zijn minder duurzaam voor grote volumes.
- Machinedynamica: Snelle elektrische machines kunnen seconden van de "droge cyclus" (openen en sluiten) besparen.
Het begrijpen van de 2k injectiegietproces toont vaak aan dat hoewel de cyclus complexer is, het tijd bespaart aan de "back-end" doordat secundaire assemblage of lijmen niet nodig is.
Veelvoorkomende Defecten en hoe de processtappen deze verhelpen
Hoe optimaliseer je het spuitgietproces op kosten?
Om het proces te optimaliseren voor de kosten, richt u u op de principes van "Scientific Molding", die gegevens van sensoren in de mal gebruiken om een herhaalbaar "procesvenster" te creëren. Door de koelfase te minimaliseren via geavanceerde DFM (Design for Manufacturing) en ervoor te zorgen dat de machine perfect is afgestemd op de mal, kun je de laagst mogelijke kosten per eenheid bereiken en tegelijkertijd 100% kwaliteit behouden.
Optimalisatie is geen eenmalige gebeurtenis; het is een continue lus. Elke keer dat we een nieuwe run starten, voeren we een "short shot study" uit om het exacte punt te vinden waar de holte voor 95% vol is. Dit zorgt ervoor dat we de mal niet overbelasten, wat materiaal bespaart en de belasting op het gereedschap vermindert.
Laatste gedachte
Hetbeheersen van de stappen van het kunststof spuitgietproces is een oefening in het beheren van natuurkunde en thermodynamica. Vanaf het moment dat de pellets de hopper binnengaan tot de laatste "klik" van de uitwerppinne, is elke seconde een balans tussen druk, temperatuur en tijd. Door diep in de mechanica van elke fase te duiken, kunnen ingenieurs onderdelen ontwerpen die niet alleen functioneel zijn, maar "geboren zijn om geproduceerd te worden." Of je nu een startup-oprichter bent of een ervaren inkoopmedewerker, het begrijpen van dit proces is je krachtigste hulpmiddel om productsucces te waarborgen in een concurrerende wereldwijde markt.