
Master DFM: Optimalisatie van het ontwerp van kunststof spuitgietgieten
Een hoogwaardig CAD-model vertaalt zich niet altijd naar een succesvol fysiek onderdeel. In precisieproductie is Design for Manufacturability (DFM) de essentiële brug die ervoor zorgt dat uw ontwerp efficiënt, kosteneffectief en zonder structurele defecten in massaproductie kan worden geproduceerd.
Bij SunOn Industrial Group gebruikt ons engineeringteam meer dan 25 jaar ervaring om elk project te analyseren voordat het staal wordt gesneden. Met een personeelsbestand van 1.000+ gekwalificeerde medewerkers die klanten bedienen in de VS, Duitsland en Australië, begrijpen we dat technische validatie de belangrijkste stap is in de productontwikkelingslevenscyclus.
Waarom DFM de "verzekeringspolis" is voor jouw project
Design for Manufacturability (DFM) is de praktijk waarbij producten worden ontworpen op een manier die productieprocessen vereenvoudigt om kosten te verlagen en de kwaliteit te verbeteren. Voor kunststof spuitgieten betekent dit het identificeren van potentiële storingen tijdens de digitale fase in plaats van tijdens dure proefritten.
Vroeg identificeren van "Onvormbare" kenmerken
Veel ontwerpen die er perfect uitzien in een 3D-omgeving bevatten "onvormbare" kenmerken, zoals interne ondersneden die niet kunnen worden uitgeworpen of wanddiktes die onvermijdelijk tot structurele falen leiden. Onze ingenieurs voeren een grondige beoordeling uit om deze problemen te ontdekken. Als een onderdeel bijvoorbeeld complexe interne geometrie vereist, kunnen we voorstellen om over te schakelen op laagvolume CNC-onderdelen voor prototyping voordat we ons inzetten voor dure harde tooling.
Vermindering van Tooling Reworks en Verborgen Kosten
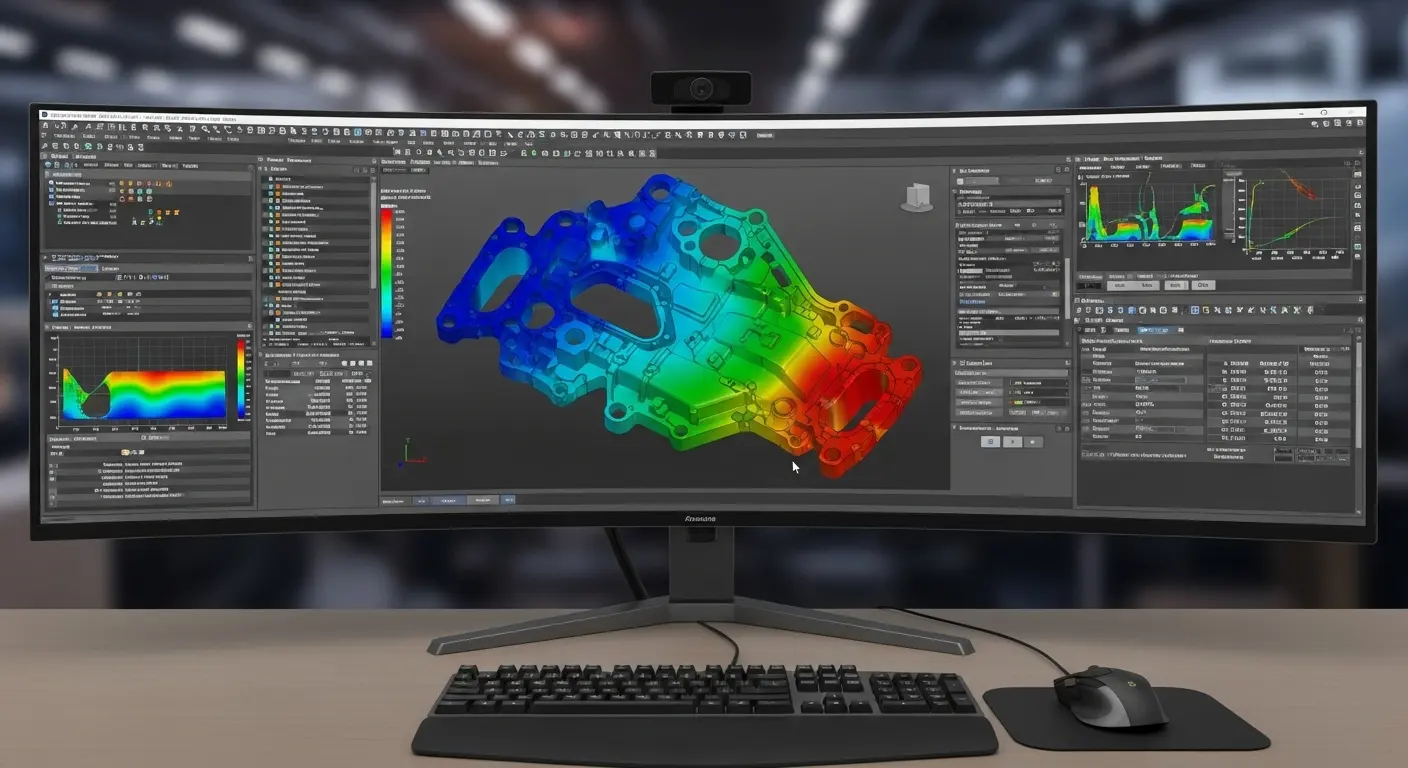
De kosten van het aanpassen van een mal nadat deze is vervaardigd zijn aanzienlijk hoger dan het aanpassen van een digitaal bestand. Door gebruik te maken van schimmelstroomanalyse simuleren we hoe kunststofhars de holte vult. Dit stelt ons in staat om luchtvallen, lasleidingen en drukdalingen te voorspellen. Door deze variabelen vroeg aan te pakken, wordt gegarandeerd dat uw project op schema blijft, waarbij T1-monsters doorgaans binnen 25 tot 45 dagen worden geleverd.
Sleutelcomponenten van een expert DFM-rapport
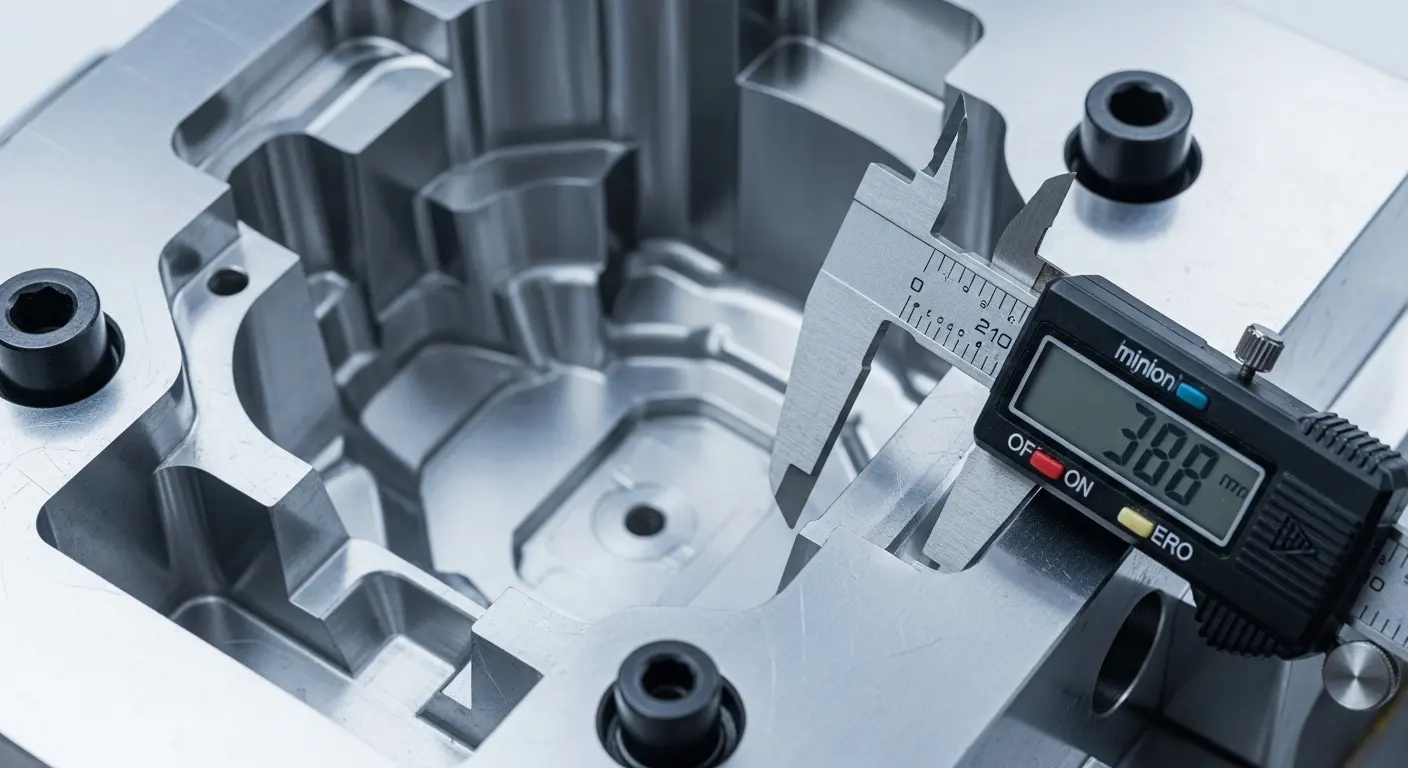
Een professioneel DFM-rapport is meer dan een simpel "ja" of "nee" op een ontwerp; het is een uitgebreide technische routekaart. Bij SunOn begint elk project met dit rapport om ervoor te zorgen dat we toleranties halen tot +/- 0,05 mm.
Concepthoekanalyse: Zorgen voor een schone uitwerping
Een trekhoek is een lichte taps toelopende verloop die wordt aangebracht op de verticale wanden van een gevormd onderdeel om het zonder wrijving uit de mal te laten loskomen. Zonder voldoende diepgang kan het onderdeel aan de kern of holte blijven plakken, wat leidt tot oppervlaktekrassen of "sleepsporen".
- Gladde oppervlakken: Vereisen meestal minimaal 0,5 tot 1 graad diepgang.
- Getextureerde oppervlakken: Kan 3 tot 5 graden vereisen, afhankelijk van de diepte van de textuur.
Het niet toevoegen van deze taps dwingt de uitwerppennen harder te werken, wat kan leiden tot vervorming van onderdelen of zelfs schade aan de mal zelf.
Wanddikte Consistentie: Vermijden van sink en kromtrekken
Een uniforme wanddikte is de belangrijkste factor voor het behouden van de onderdeelstabiliteit en het verkorten van cyclustijden. Wanneer wanden niet uniform zijn, koelen de dikkere delen langzamer af dan de dunnere. Dit temperatuurverschil zorgt ervoor dat het materiaal naar binnen trekt, waardoor zinksporen op het oppervlak ontstaan of het hele onderdeel kromtrekt.
Ons team raadt aan om de rib-tot-wandverhouding tussen 40% en 60% van de nominale wanddikte te houden. Deze balans zorgt voor structurele integriteit zonder esthetische "schaduwen" aan de buitenkant van het onderdeel te creëren. Als uw ontwerp verschillende diktes vereist, kunnen onze ingenieurs aanraden om plaatbewerkingscomponenten of secundaire insert gietservices te integreren om precisie te behouden.
Plaatsing van poorten en scheidingslijnen voor esthetiek
De scheidingslijn is waar de twee helften van de mal samenkomen, en de poortlocatie is waar het gesmolten plastic de holte binnenkomt. Beide laten zichtbare sporen achter. Bij SunOn hebben onze matrijs-ingenieurs ontdekt dat het verplaatsen van een poort met slechts 2 mm vaak onaantrekkelijke zinkplekken in hoogglans auto-onderdelen kan elimineren. We geven prioriteit aan het plaatsen van deze markeringen in "niet-cosmetische" gebieden waar mogelijk om een premium afwerking te garanderen.
Geavanceerde Overwegingen voor Complexe Mallen
Naarmate de complexiteit deels toeneemt—vooral in de medische en autosector—is standaard DFM niet voldoende. Je moet rekening houden met bewegende mechanische componenten binnen het gereedschap.
Ondercuts beheren met lifters en sliders
Een undercut is een kenmerk dat voorkomt dat het onderdeel in een rechte lijn wordt uitgeworpen. Om deze te vervaardigen gebruiken we schuifers (die loodrecht op de malopening bewegen) of hefapparaten (die onder een hoek bewegen). Hoewel deze de toolkosten verhogen, laat een degelijk DFM-rapport je zien hoe je deze functies kunt vereenvoudigen om geld te besparen. In sommige gevallen kan het vervangen van een complex gevormd onderdeel door
Cooling Line Optimization voor snellere cyclustijden
In massaproductie is tijd geld. De optimalisatie van de cyclustijd hangt sterk af van hoe efficiënt de mal warmte kan afvoeren. We ontwerpen conforme koelkanalen die de geometrie van het onderdeel volgen, zodat we een gelijkmatige koeling garanderen. Dit versnelt niet alleen de productie, maar voorkomt ook interne spanningen die leiden tot langdurige onderdeelbreuk.
Materiaalspecifieke krimp: ABS vs. polycarbonaat
Elke hars heeft een specifieke krimpsnelheid. Nylon krimpt bijvoorbeeld anders dan ABS of polycarbonaat. Onze ingenieurs selecteren de juiste staalkwaliteit, zoals S136 of H13, en berekenen de grootte van de matrijsruimte om rekening te houden met deze specifieke harseigenschappen. Als uw project overgangen van metaal naar kunststof omvat, vergelijken we deze snelheden met aluminium gietstandaarden om perfecte pasvorm tijdens de assemblage te garanderen.
Hoe SunOn Industrial Group je DFM afhandelt

Wij produceren niet alleen mallen; wij bieden technische oplossingen die uw investering beschermen. Onze faciliteit is ISO 9001:2015 gecertificeerd en we onderhouden een streng intern kwaliteitscontrolelaboratorium (QC) om elke dimensie te verifiëren.
Onze Engineering Workflow: Van CAD Review naar T1-voorbeelden
- CAD-gegevensontvangst: Je stuurt ons je 3D-bestanden (Step, IGS of X_T).
- Initiële haalbaarheidsstudie: We controleren op diepgang, wanddikte en ondersneden.
- Uitgebreid DFM-rapport: We leveren een gedetailleerde PDF met voorgestelde wijzigingen, poortlocaties en scheidingslijnen.
- Goedkeuring van het matrijsontwerp: Het maken van gereedschappen begint pas nadat u de DFM en het definitieve malontwerp hebt goedgekeurd.
- T1-monster levering: Binnen 25-45 dagen ontvang je fysieke monsters voor onderzoek.
Casestudy: Warpage Issues oplossen voor een Duitse automobielklant
Een Duitse Tier-1 automobielleverancier benaderde ons met een complex luchtventilatieontwerp dat faalde door extreme vervorming. Hun vorige leverancier negeerde het koelingsverschil tussen het met glas gevulde nylonmateriaal en de malkern.
De ingenieurs van SunOn hebben het koelsysteem opnieuw ontworpen en de ribbendikte aangepast in de DFM-fase. Door de rib-naar-muurverhouding en de plaatsing van de poorten te optimaliseren, verminderden we de vervorming met 85%, waardoor de klant drie weken eerder dan gepland met massaproductie kon beginnen.
Veelgestelde Vragen (FAQ)
Wat is het meest kritieke element van een DFM-rapport voor spuitgieten?
Het meest kritieke element is het identificeren van potentiële productierisico's, zoals dikke secties die zinksporen veroorzaken of onvoldoende diepganghoeken. Een professioneel DFM-rapport biedt uitvoerbare ontwerpwijzigingen om de kwaliteit van onderdelen te waarborgen en de cyclustijden te verkorten.
Hoe beïnvloedt wanddikte de spuitgietkosten?
Een uniforme wanddikte is essentieel voor consistente koeling en het voorkomen van kromtrekken van onderdelen. Niet-uniforme wanden leiden tot interne spanningen en langere koelcycli, wat direct de kosten per eenheid van massaproductie verhoogt.
Waarom zijn diepganghoeken noodzakelijk bij het ontwerpen van malen?
Trekhoeken zijn lichte taps toelopende vormen die worden aangebracht op de verticale vlakken van een onderdeel om het uitwerpen uit de mal te vergemakkelijken. Zonder een juiste diepgang (meestal 1° tot 3°) kunnen onderdelen blijven plakken, wat tijdens de uitwerpfase krassen of structurele schade veroorzaakt.
Kan 2K spuitgieten de assemblagekosten verlagen?
Ja, 2K (twee-shot) spuitgieten maakt het mogelijk om twee verschillende materialen of kleuren in één onderdeel te combineren tijdens één cyclus. Dit elimineert de noodzaak van secundaire assemblageprocessen, verlaagt de arbeidskosten en verbetert de hechtingssterkte.
Wat zijn de voordelen van een DFM-rapport vóór het maken van mallen?
Een DFM-rapport fungeert als een blauwdruk voor succes en identificeert vroeg "niet-vormbare" kenmerken. Dit voorkomt dure malbewerkingen, verkort de time-to-market en zorgt ervoor dat het eindproduct aan alle mechanische en esthetische eisen voldoet.
Een hoogwaardige mal is alleen zo goed als de techniek die erin komt kijken. Laat je productie niet aan het toeval over door de technische validatiefase over te slaan. Werk samen met een fabrikant die vanaf dag één precisie, transparantie en technische uitmuntendheid vooropstelt.
Klaar om je ontwerp te valideren? Upload je CAD-bestanden naar SunOn voor een uitgebreide DFM-review en ontvang binnen 24 uur een technische offerte.