
Wat is Multi-Jet Fusion (MJF) 3D-printen? Volledige gids
Multi-Jet Fusion (MJF) 3D-printen is een geavanceerde poederbed-additieve productietechnologie die vloeibare fusering en detaileringsmiddelen gebruikt om hoogwaardige dichtheid, functionele kunststofonderdelen te creëren. Ontwikkeld door HP, werkt dit proces door een inkjetarray van middelen over een bed polymeerpoeder af te brengen, dat vervolgens met infraroodwarmte tot een vaste laag wordt gefuseerd. MJF staat algemeen bekend om het produceren van isotrope onderdelen met hoge dimensionale nauwkeurigheid en mechanische sterkte, waardoor het een voorkeurskeuze is voor industriële componenten voor het eindgebruik,
Hoe Multi-Jet Fusietechnologie werkt: Het MJF-proces
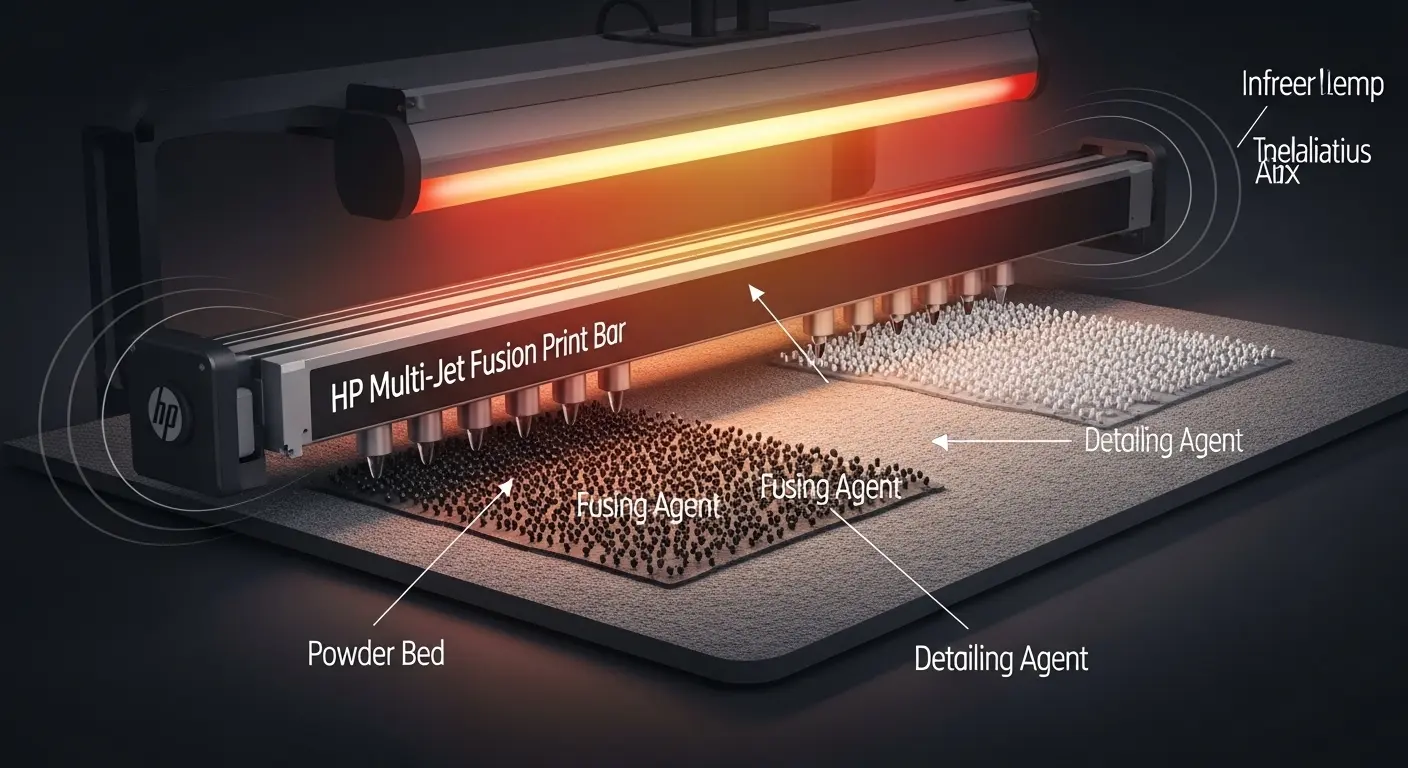
Het Multi-Jet Fusion-proces onderscheidt zich van andere poederbedtechnologieën door zijn unieke "gebiedsgebaseerde" benadering. In plaats van een laser die een pad volgt (zoals te zien is in SLS), gebruikt MJF een printbalk die de volledige bouwbreedte beslaat. Hierdoor kan de machine middelen deponeren en de hele laag in één keer verwarmen, waardoor de productiesnelheid aanzienlijk toeneemt. Het proces begint met een dunne laag materiaal—meestal Nylon PA12—die over het bouwplatform wordt verspreid.
Twee verschillende soorten agenten faciliteren de bouw. Het "fusing agent" wordt aangebracht waar het onderdeel vast moet zijn, waarbij infraroodenergie wordt geabsorbeerd om het poeder te smelten. Tegelijkertijd wordt een "detailing agent" toegepast aan de randen van het onderdeel. Dit detailingmiddel verdampt om het omliggende poeder te koelen, waardoor de warmte niet naar aangrenzende gebieden doordringt. Dit dual-agent systeem zorgt voor scherpe randen en hoge feature-resolutie. Zodra een laag is gesmolten, beweegt het bouwplatform naar beneden, wordt er een nieuwe laag poeder verspreid en herhaalt de cyclus zich totdat de onderdelen compleet zijn.
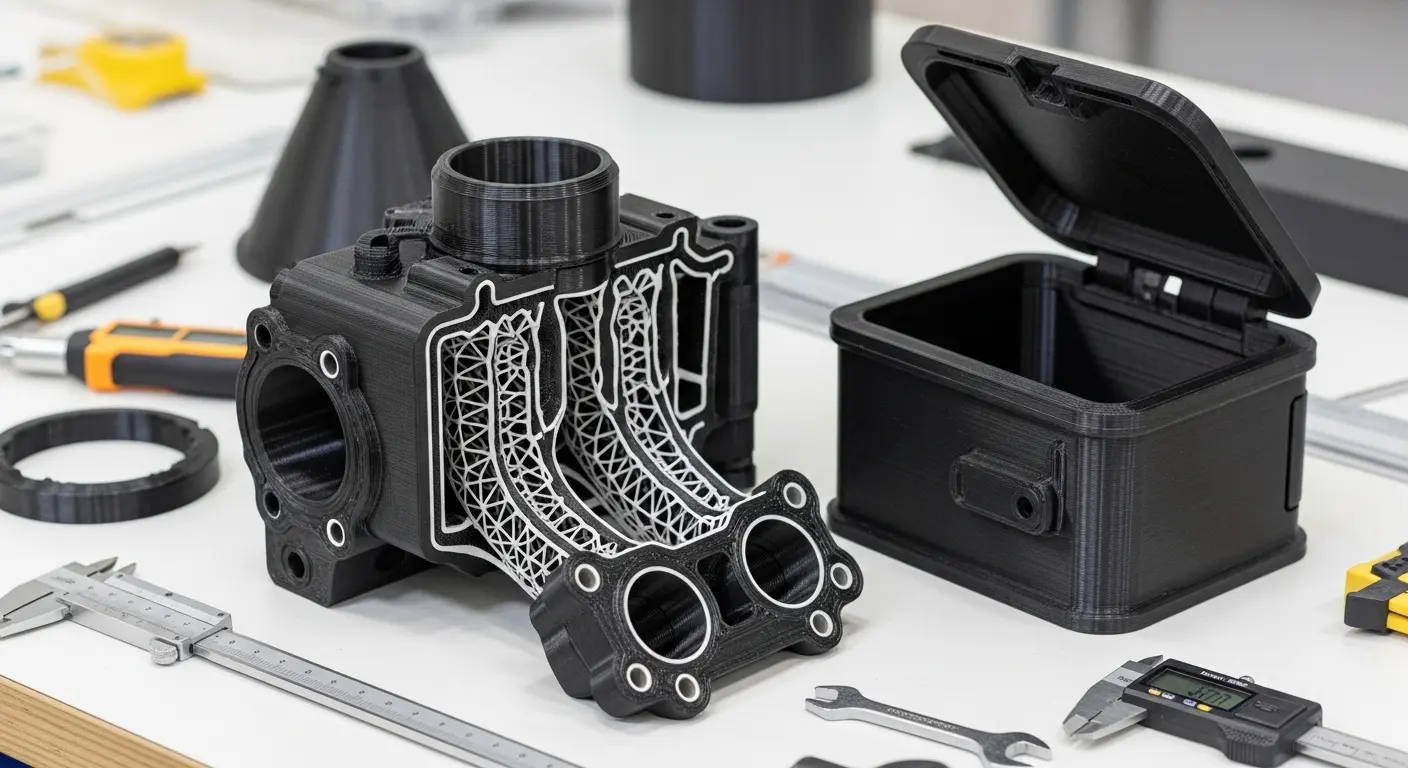
Na de bouw wordt het hele poederkoekje naar een verwerkingsstation gebracht voor koeling. Omdat de onderdelen worden ondersteund door het omringende, ongeinterde poeder, genieten ontwerpers enorme geometrische vrijheid. Er is geen behoefte aan ondersteunende structuren, wat het handwerk vermindert en het mogelijk maakt interne kanalen of vergrendelende onderdelen te creëren die onmogelijk zouden zijn met traditioneel gieten of FDM-drukwerk.
MJF vs SLS 3D Printing: Belangrijke verschillen voor ingenieurs
Voor engineeringteams die een HP MJF 3D printservice evalueren, is de meest voorkomende vergelijking met Selective Laser Sintering (SLS). Hoewel beide technologieën poederbedden en nylonmaterialen gebruiken, verschillen de mechanische resultaten en oppervlaktekwaliteiten. SLS gebruikt een CO2-laser om poeder te sinteren, terwijl MJF infraroodwarmte en chemische middelen gebruikt. Dit fundamentele verschil in energievoorziening beïnvloedt hoe de polymeerketens zich binden, vooral op de Z-as.
Een van de belangrijkste voordelen van industriële MJF 3D-printen is de superieure isotropie. Bij veel 3D-printprocessen creëert de "korrel" van de lagen een zwak punt in de verticale richting. MJF bereikt vrijwel identieke sterkte in de X-, Y- en Z-assen omdat het infraroodverwarmingsproces zorgt voor een uniformer thermisch profiel over het onderdeel. Voor inkoopmanagers betekent dit een betrouwbaarder onderdeel dat minder snel faalt onder meervoudige belastingen in het veld.
Mechanische Eigenschappen en Isotrope Sterkte
Isotrope sterkte is het bepalende kenmerk van MJF. Bij functionele tests vertonen MJF-onderdelen een hogere verlenging bij het afbreken vergeleken met SLS, wat betekent dat ze meer kunnen vervormen voordat ze falen. Dit is vooral nuttig voor 3D-geprinte prototypes voor consumentenelektronica die snap-fits of levende scharnieren vereisen. Als we deze vergelijken met traditioneel spuitgieten, komt MJF PA12 opmerkelijk dicht bij de mechanische eigenschappen van gegoten Nylon 12.
Dimensionale Nauwkeurigheid en Feature-resolutie
MJF kan zeer nauwe toleranties bereiken, meestal rond ±0,2 mm of ±0,2% voor grotere onderdelen. Het detailingmiddel zorgt voor scherpere hoeken en fijnere texturen dan normaal mogelijk is met de relatief grotere laserspot van SLS. Omdat het proces echter aanzienlijke warmte vereist, is thermisch beheer cruciaal. Bij SunOn identificeert ons door DFM geleide offerteproces gebieden waar warmte zich kan ophopen—zoals dikke doorsneden—en stelt het ontwerpwijzigingen voor, zoals holen, om ervoor te zorgen dat de uiteindelijke afmetingen nauwkeurig blijven.
Multi Jet Fusiematerialen: Focus op PA11 en PA12
Het succes van elk additieve productieproject hangt sterk af van materiaalkeuze. De meeste Multi Jet Fusion materialen zijn nylons, gewaardeerd om hun chemische bestendigheid, duurzaamheid en veelzijdigheid. Omdat MJF onderdelen met lage porositeit produceert, worden deze materialen vaak gebruikt voor luchtdichte of waterdichte toepassingen, zoals vloeistofmanifolden of druktestbare behuizingen.
Bij het kiezen van een materiaal moeten de inkoopleidingen de mechanische eisen van het onderdeel afwegen met de omgevingsomstandigheden waarmee het te maken krijgt. Hoewel PA12 de industriestandaard is, biedt PA11 een hogere slagweerstand voor onderdelen die zware trillingen of botsingen ondergaan. Wij leveren volledige documentatie voor deze materialen, zodat QA-managers kunnen verifiëren dat ze voldoen aan internationale normen voor auto- of industriële apparatuur.
PA12: De Standaard voor Functionele Industriële Onderdelen
MJF PA12 eigenschappen maken het tot het werkpaard van de MJF-technologie. Hij biedt een uitstekende balans tussen stijfheid en sterkte met een fijnkorrelige afwerking. PA12 is zeer bestand tegen chemicaliën, waaronder koolwaterstoffen, oliën en vetten, waardoor het ideaal is voor motoronderdelen of industriële machineonderdelen. De lage vochtabsorptie zorgt ervoor dat onderdelen hun dimensionale stabiliteit behouden, zelfs in vochtige omgevingen, wat een veelvoorkomende zorg is bij wereldwijde B2B-inkoop.
PA11: Hoge impactbestendigheid en biocompatibiliteit
Nylon PA11 is een bio-afgeleid materiaal gemaakt van ricinusolie. Het is duktieler dan PA12 en biedt superieure slagbestendigheid. Voor medische apparatuur prototype 3D-printen, is PA11 vaak de voorkeurskeuze omdat het biocompatibel is en voldoet aan USP Class I-VI en ISO 10993 tests. Het vermogen om energie op te nemen zonder te breken maakt het tot een uitstekende keuze voor orthopedica, protheses en beschermende uitrusting, waarbij menselijk contact en duurzaamheid van groot belang zijn.
Industriële MJF 3D Printvoordelen voor Sourcing Managers
Vanuit inkoopperspectief is het belangrijkste voordeel van MJF de snelheid naar de markt. Omdat de technologie duizenden onderdelen in één bouw kan printen, overbrugt het effectief de kloof tussen prototyping en massaproductie. Voor kleine tot middelgrote batches (tot 1.000 eenheden) heeft MJF vaak een lagere totale kosten dan spuitgieten, omdat het de vijfcijferige investering voor staalgereedschap elimineert.
Bovendien maakt MJF "gedistribueerde productie" mogelijk. Een hardwareoprichter kan zijn ontwerp valideren met enkele tientallen MJF-onderdelen voordat hij overstapt op SunOn's molding versus 3D printing vergelijking om te beslissen wanneer overstap naar hard tooling. Deze wendbare aanpak bespaart kapitaal en maakt ontwerpwijzigingen mogelijk op basis van feedback uit de praktijk zonder de nadeel van het schrappen van dure mallen.
De ontwerpvrijheid van MJF vereenvoudigt ook toeleveringsketens. In plaats van vijf afzonderlijke injectiegegoten onderdelen in één behuizing te assembleren, kan een ingenieur de hele assemblage consolideren in één MJF-geprinte component. Dit vermindert het aantal inventaris SKU's, elimineert assemblagearbeid en verwijdert potentiële zwakke punten zoals bevestigingsmiddelen of lijmverbindingen.
Post-Processing Options for MJF Parts at SunOn
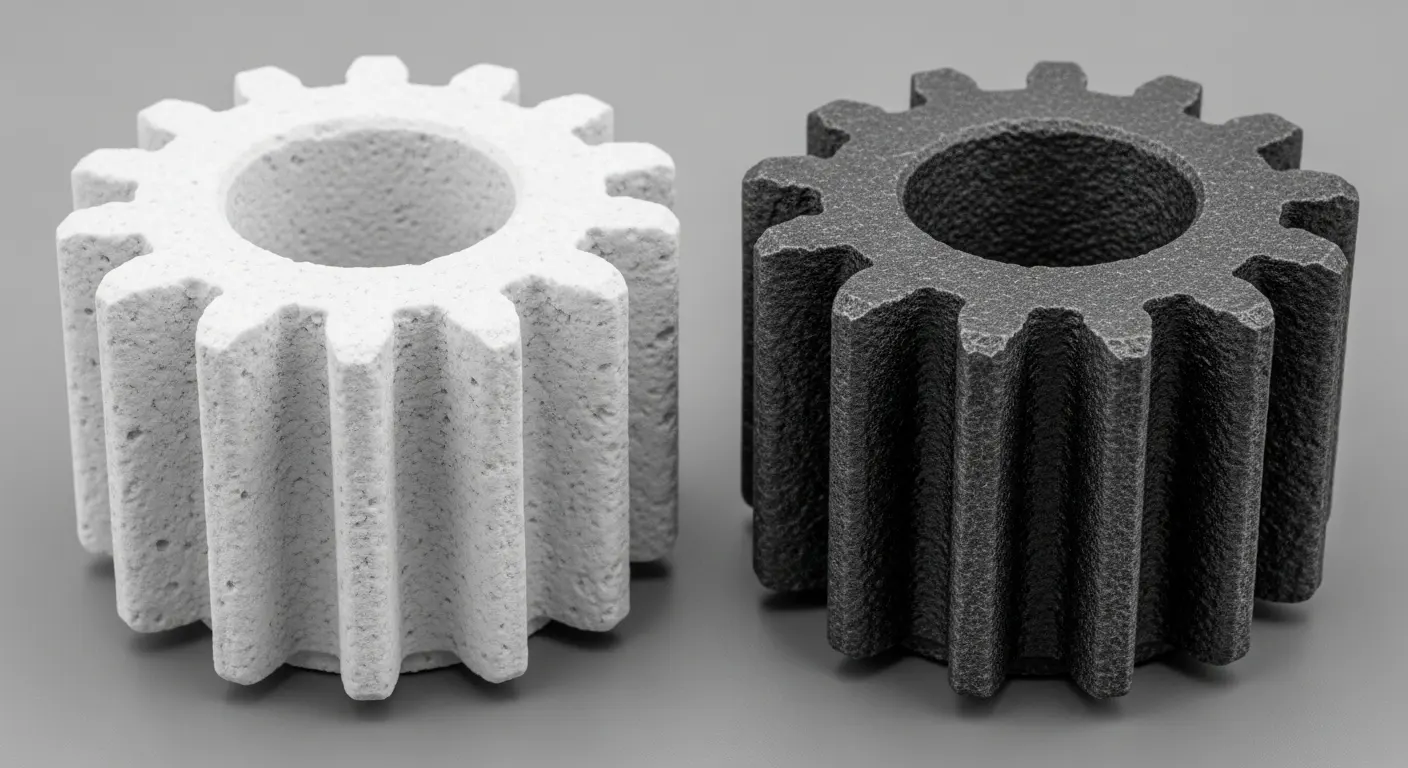
Rauwe MJF-onderdelen komen uit het poederbedje tevoorschijn met een korrelige, steenachtige textuur en een natuurlijke grijze of zwarte kleur. Hoewel functioneel, vereisen deze onderdelen vaak nabewerking om aan esthetische of technische eisen te voldoen. SunOn biedt een volledig pakket aan afwerkingsdiensten om ervoor te zorgen dat uw prototypes of eindonderdelen voldoen aan professionele normen voor "retailklaar" kwaliteit.
Verven is de meest voorkomende nabehandeling voor MJF. Omdat de delen licht poreus zijn, nemen ze zwarte kleurstof uitzonderlijk goed op, wat resulteert in een diepe, consistente kleur die niet afbladdert. Voor onderdelen die een gladdere afwerking vereisen, bieden wij bead blasting aan, waarbij fijn medium wordt gebruikt om de oppervlaktetextuur gelijkmatiger te maken. Voor auto- of consumentenonderdelen is dampverzachting beschikbaar; Dit chemische proces sluit het oppervlak af, waardoor het glanzend wordt en de weerstand tegen vloeistoffen en gassen aanzienlijk toeneemt.
We bieden ook secundaire bewerking aan voor onderdelen die extreem nauwe toleranties vereisen, zoals lagerspitsen of schroefgaten. Door de geometrische complexiteit van MJF te combineren met de precisie van CNC-bewerking, leveren we onderdelen die voldoen aan de meest veeleisende technische specificaties. Deze "hybride" aanpak is een hoeksteen van ons prototype-naar-productiemodel, zodat je nooit hoeft concessies te doen aan nauwkeurigheid.
FAQ: Vragen met hoge intentie over MJF-technologie
Is MJF sterker dan SLS?
MJF-onderdelen zijn over het algemeen sterker in de Z-as (verticaal) dan SLS-onderdelen vanwege de meer uniforme verwarmings- en smeltmiddelen die in het proces worden gebruikt. Hoewel de ruwe treksterkte van de materialen vergelijkbaar is, betekent de superieure isotropie van MJF dat het betrouwbaarder is voor onderdelen die tijdens gebruik krachten uit meerdere richtingen ondervinden.
Kunnen MJF-onderdelen in verschillende kleuren worden geverfd?
MJF-onderdelen zijn van nature grijs of zwart en zijn het meest effectief diepzwart geverfd. Hoewel sommige lichtgrijze delen donkerblauw of groen kunnen worden geverfd, is het proces niet zo levendig als het verven van witte SLS-delen. Voor onderdelen die specifieke brandingkleuren vereisen, raden wij professioneel schilderen of het kiezen van een andere additieve technologie aan.
Is MJF 3D-printen waterdicht?
MJF-onderdelen zijn waterbestendig, maar niet van nature 100% waterdicht in hun ruwe staat vanwege lichte porositeit aan het oppervlak. Echter, eenmaal behandeld met dampgladmaak of gespecialiseerde coatings, worden MJF PA12-componenten effectief waterdicht en luchtdicht, waardoor ze geschikt zijn voor vloeistoftanks, kanalen en spruitstukken.
Wat is de minimale wanddikte voor MJF?
De aanbevolen minimale wanddikte voor MJF is 0,5 mm voor structurele kenmerken, hoewel 1,0 mm de voorkeur heeft voor betere dimensionale stabiliteit en sterkte. Voor zeer kleine, niet-structurele details kan de technologie kenmerken van slechts 0,3 mm onderscheiden, mits de geometrie correct wordt ondersteund tijdens de bouw- en koelfase.
Is MJF geschikt voor eindgebruik?
Ja, MJF is een van de weinige 3D-printtechnologieën die specifiek zijn ontworpen voor eindproductie. De hoge snelheid, isotrope mechanische eigenschappen en materiaalduurzaamheid maken het een haalbaar alternatief voor spuitgieten voor batchgroottes van 50 tot 1.000 eenheden, vooral voor complexe geometrieën.
Hoe verhoudt MJF zich tot spuitgieten voor nylon?
MJF PA12 bootst de mechanische eigenschappen van spuitgegoten Nylon 12 zeer nauwkeurig na en biedt ongeveer 80% tot 90% van de sterkte. Het belangrijkste verschil is de oppervlakteafwerking; MJF heeft een matte, licht korrelige textuur vergeleken met de gladde, gepolijste afwerking van een gevormd onderdeel, tenzij er secundaire dampgladmaking wordt toegepast.
Welke industrieën gebruiken MJF het meest?
MJF wordt intensief gebruikt in de auto-, medische en consumentenelektronica-industrie. Het wordt vooral gewaardeerd voor het lichtgewicht van componenten, het maken van op maat gemaakte medische orthopedische steunzolen en het produceren van duurzame behuizingen voor elektronica die complexe interne kabelbeheer of snap-fit assemblages vereisen.
Wat is de typische doorlooptijd voor een MJF-project?
Destandaard levertijden voor MJF-productie bij SunOn zijn doorgaans 3 tot 5 werkdagen voor onderdelen zonder geavanceerde nabewerking. Omdat de technologie hele "bakken" met onderdelen tegelijk kan printen, is het aanzienlijk sneller voor kleine batches dan technologieën die vertrouwen op single-laser sintering of filamentextrusie.
Conclusie: Innovatie stimuleren met MJF op SunOn
Multi-Jet Fusion heeft herdefinieerd wat mogelijk is op het gebied van kunststofproductie. Door een pad te bieden dat de snelheid van additive manufacturing combineert met de kracht van traditioneel gieten, biedt het B2B-teams een ongekend instrument voor innovatie. Of je nu een nieuw medisch apparaat prototype 3D-printproject valideert of op zoek bent naar een snellere manier om industriële behuizingen te produceren, MJF levert de prestaties en betrouwbaarheid die je project vereist.
SunOn Industrial Group is uw partner in deze reis. Onze expertise in zowel 3D-printen als spuitgieten stelt ons in staat u precies te adviseren wanneer u MJF moet gebruiken en wanneer het tijd is om over te stappen op staalgereedschap. Wij bieden de technische diepgang, door DFM geleide offertes en kwaliteitsborging die wereldwijde inkoopleiders verwachten van een toonaangevende Chinese productiepartner.
Klaar om te zien hoe MJF je productie kan versnellen? Neem vandaag nog contact op met het SunOn engineeringteam voor een gedetailleerde DFM-review en een offerte voor uw Multi-Jet Fusion project.