
Mallen met meerdere holtes versus met één holte: welke is kosteneffectiever?
De juiste multi-cavity plastic spuitgietstrategie is de belangrijkste factor bij het bepalen van uw langetermijnproductiewinstgevendheid. In de wereld van hoge inzet in de productie draait het debat tussen enkel- en meerholte gereedschappen niet alleen om de initiële prijs; Het draait om het aflossen van kosten, het beheren van cyclustijden en het efficiënt opschalen van je bedrijf. Hoewel een single cavity mal een lage instapdrempel biedt voor startups, is een multi-cavity systeem de motor die het massamarktsucces aanjaagt. Deze gids biedt een definitieve vergelijking om je te helpen het gereedschapspad te kiezen dat aansluit bij je volumebehoeften en financiële doelen.
Wat is een Multi-Cavity Plastic Injection Mould?
Een multi-cavity kunststof injectiemal is een enkel gereedschap met meerdere identieke holtes, waardoor de machine meerdere onderdelen per cyclus kan produceren. Deze configuratie verlaagt drastisch de arbeids- en machinetijdkosten per deel, waardoor het de voorkeurskeuze is voor grootschalige productie waarbij snelheid en schaal van groot belang zijn voor het behouden van een concurrentievoordeel op de markt.
Ik heb jaren besteed aan het analyseren van data van de productievloer, en de wiskunde liegt nooit. Ik heb ooit geadviseerd voor een consumententechnologiebedrijf dat vier aparte mallen met één holte gebruikte voor een oordopbehuizing met veel aanvraag. Ze betaalden vier verschillende installatiekosten voor machines en viervoudigen de arbeidskracht. We consolideerden hun productie in één 8-cavity plastic spuitgietgereedschap. De initiële gereedschapskosten waren hoger, maar ze zagen binnen slechts [data: 14 weken] een ROI dankzij de enorme daling van de uurloon van machines. Als je het volume hebt, is een multi-cavity tool een financiële krachtpatser.
Wat is een Single-Cavity Mold?
Een enkele holtemal bevat slechts één "nest" of holte, waardoor per injectiecyclus precies één onderdeel wordt geproduceerd. Het is het meest voorkomende startpunt voor nieuwe producten vanwege de lagere aanvangskosten voor engineering en bewerking. Deze mallen zijn eenvoudiger te ontwerpen, sneller te bouwen en veel eenvoudiger te troubleshooten tijdens de eerste ontwerpvalidatiefase.
Enkel-holte gereedschappen zijn de "veilige" keuze. Als je ontwerp nog in ontwikkeling is of je onzeker bent over de marktvraag, is het investeren van $50.000 in een complex multi-cavity gereedschap een enorm risico. Voor 2k injectiegietgidsprototypes, kun je beginnen met één holte de afsluitpunten en materiaalbinding perfectioneren zonder de complexiteit van het balanceren van meerdere poorten.
Hoe verhouden de gereedschapskosten zich tussen single en multi-cavity?

De initiële gereedschapskosten voor een multi-cavity kunststof spuitgiet zijn aanzienlijk hoger vanwege langere bewerkingstijd, complexere koelsystemen en de noodzaak van precisie-uitloopbalans. Voor grote volumes runs zijn de "amortiseerde" kosten—de gereedschapskosten gedeeld door het aantal geproduceerde onderdelen—echter meestal veel lager dan die van een mallen met één holte.
Het Inzicht in de Amortisatie Sweet Spot
Als je maar 5.000 onderdelen nodig hebt, is een single cavity mal de duidelijke winnaar. Als je 500.000 onderdelen nodig hebt, kost de tijd voor de machine met één holte je een fortuin. De meeste industrie-experts zoeken naar een "break-even" punt waarbij de hogere initiële kosten van het multi-cavity gereedschap worden gecompenseerd door het lagere machinetarief per onderdeel. Dit gebeurt vaak rond de [data: 25.000 tot 50.000] eenheidsgrens.
De impact van complexe kenmerken
Als je onderdeel zijdelingse acties of lifters nodig heeft voor ondersnijdingen, wordt een multi-cavity tool exponentieel duurder. Elke holte heeft zijn eigen set mechanische geleiders nodig. Bij het gebruik van 2k injectiegietmethoden, kan deze complexiteit de gereedschapsprijs verdubbelen voor elke extra holte die wordt toegevoegd.
Waarom is Cycle Time Optimization beter in mallen met meerdere holtes?
Cyclustijdoptimalisatie is superieur in mallen met meerdere holtes omdat je meer eenheden produceert in dezelfde hoeveelheid "dode tijd" (klemmen, openen en uitwerpen). Hoewel de koeltijd iets langer kan zijn voor een groter gereedschap, wordt de "output per uur" vermenigvuldigd met het aantal holtes, wat leidt tot een veel hogere machinerendement.
- Enkele holte: 30-seconden cyclus = 120 delen per uur.
- 8-Cavity: 35-seconden cyclus = 822 delen per uur.
Zoals je ziet, zelfs als de cyclus iets langzamer is om een groter blok staal af te koelen, maakt het volume van geproduceerde onderdelen het multi-cavity gereedschap veel productiever. Dit is essentieel voor 2k injectiegietproces waar machinetijd al schaars is door de dual-injectiesequentie.
Hoe beïnvloedt cavity balancing de consistentie van onderdelen?
Het balanceren van holte is het proces waarbij wordt gegarandeerd dat gesmolten plastic elke holte in een multi-cavity tool exact op hetzelfde moment en met dezelfde druk bereikt. Als het gereedschap niet in balans is, kunnen onderdelen uit "binnenste" holtes zwaarder of dichter zijn dan onderdelen uit "buitenste" holtes, wat leidt tot afmetingen en hoge schrootpercentages.
Tip: Sta altijd op een "Geometric Runner" of een hot runner-systeem voor elk gereedschap met meer dan 4 holtes. Dit zorgt ervoor dat de lengte van het stroompad voor elk onderdeel identiek is, waardoor de "first-in, last-out" drukval voorkomt die slecht ontworpen multi-cavity gereedschappen teistert.
Thermische uniformiteit beheren
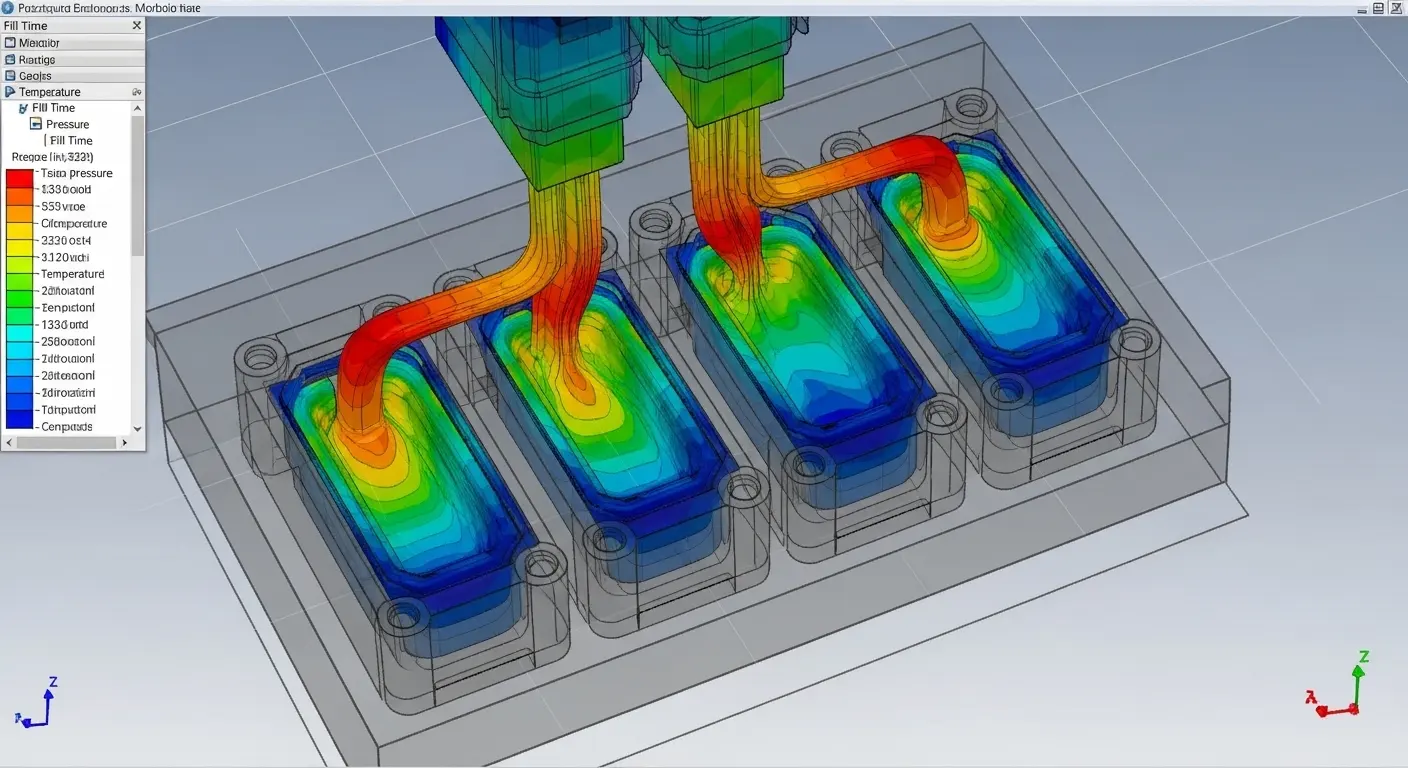
In een multi-cavity kunststof injectiemal is het een grote uitdaging om de temperatuur over de hele plaat consistent te houden. Als één kant van de mal 5 graden heter is, krimpen die delen nog meer, wat pasproblemen veroorzaakt. Ervaren ontwerpers gebruiken geavanceerde 2k spuitgietmateriaalontwerpsoftware om koeling te simuleren en thermisch evenwicht te waarborgen.
Wat zijn de onderhoudsrisico's van multi-cavity gereedschap?
Het belangrijkste onderhoudsrisico van multi-cavity gereedschap is dat een storing in één cavity soms de hele productierun kan stilleggen. Als een pin breekt in holte #3 van een gereedschap met 8 holtes, moet je ofwel de productie stoppen om het te repareren of die holte "blokkeren", wat je efficiëntie vermindert en de thermische balans van de mal uit balans brengt.
Onderhoud aan een groot gereedschap is ook fysiek zwaarder. Het schoonmaken van 16 holtes en 16 poorten duurt veel langer dan het schoonmaken van één. Het risico wordt echter vaak beperkt door het gebruik van modulaire inserts. Als een holte beschadigd is, kun je die specifieke insert gewoon vervangen zonder de hele malbodem opnieuw te hoeven bewerken.
Wanneer moet je in plaats daarvan een familiemal kiezen?
Een familiemal is een specifiek type gereedschap met meerdere holtes waarbij de holtes verschillende onderdelen van dezelfde constructie zijn (bijvoorbeeld een bovenste afdekking en een onderbasis). Je moet een familiemal kiezen als je wilt dat de kleur en het materiaal van alle onderdelen perfect overeenkomen en wanneer je precies één van elk onderdeel nodig hebt voor elke montage.
- Voordeel: Eén tool produceert een complete set met onderdelen.
- Nadeel: Als je 2.000 tops nodig hebt maar slechts 1.000 bottoms, ben je gedwongen materiaal te verspillen of te veel te produceren.
- Beperking: onderdelen moeten van vergelijkbare volume en wanddikte zijn om een gelijkmatige koeling te garanderen.
Hoe bereken je de ROI op multi-cavity tooling?
Om de ROI te berekenen, trek je de kosten per eenheid van de multi-cavity opstelling af van de kosten per eenheid van de single-cavity opstelling, en deel je vervolgens het totale verschil in gereedschapsprijs door die besparing. Als het aantal benodigde eenheden voor uw project dit "terugbetaalvolume" overschrijdt, is het multi-cavity tool de kosteneffectievere keuze.
In dit scenario bespaar je $0,50 op elk onderdeel. Als het multi-cavity gereedschap $20.000 meer kost dan het single-cavity gereedschap, wordt uw ROI behaald bij 40.000 eenheden.
Strategische Schaalvergelijking: De "Bridge Tool"-benadering
Voor veel van mijn cliënten raad ik een "gefaseerde" aanpak aan. We beginnen met een hoogwaardige enkelvoudige "brugtool" gemaakt van aluminium of P20-staal. Dit maakt markttesten en kleine ontwerpaanpassingen mogelijk. Zodra het product doorslaat en de bestellingen in de tienduizenden lopen, investeren we de winst in een geharde stalen multi-cavity kunststof spuitmal voor langdurige massaproductie.
Deze strategie minimaliseert het risico terwijl het toch een duidelijke weg naar efficiëntie met hoge volumes biedt. Het stelt je in staat om van R&D over te stappen naar grootschalige productie zonder het hele bedrijf te vroeg op één dure tool te zetten.
Laatste gedachte
Kiezen tussen mallen met meerdere holtes en met één holte is een fundamentele zakelijke beslissing die risico en beloning afweegt. Een multi-cavity kunststof spuitgiet is een investering in snelheid, schaal en langetermijnmarge. Omgekeerd is de single cavity mal een investering in wendbaarheid en innovatie met weinig risico. Door uw productievolume nauwkeurig te voorspellen en de mechanische complexiteit van uw ontwerp te begrijpen, kunt u de gereedschapsstrategie kiezen die niet alleen onderdelen maakt, maar uw bedrijf winstgevender maakt. Het juiste gereedschap voor de klus is altijd degene die de beste kwaliteit levert tegen de laagste geamortiseerde kosten.