
Wat is het verschil tussen metaal stansen en CNC-bewerking? (2026 Gids)
Het belangrijkste verschil tussen metaalstansen en CNC-bewerking ligt in de fabricagemethode: metaalstansen is een koudvormingsproces waarbij matrijzen en hogedrukpersen worden gebruikt om plaatmetaal te vormen, terwijl CNC-bewerking een subtractief proces is waarbij computergestuurde snijgereedschappen materiaal uit een massief blok verwijderen. De keuze tussen deze delen hangt af van je productievolume, onderdeelcomplexiteit en vereiste toleranties.
In deze gids leer je om:
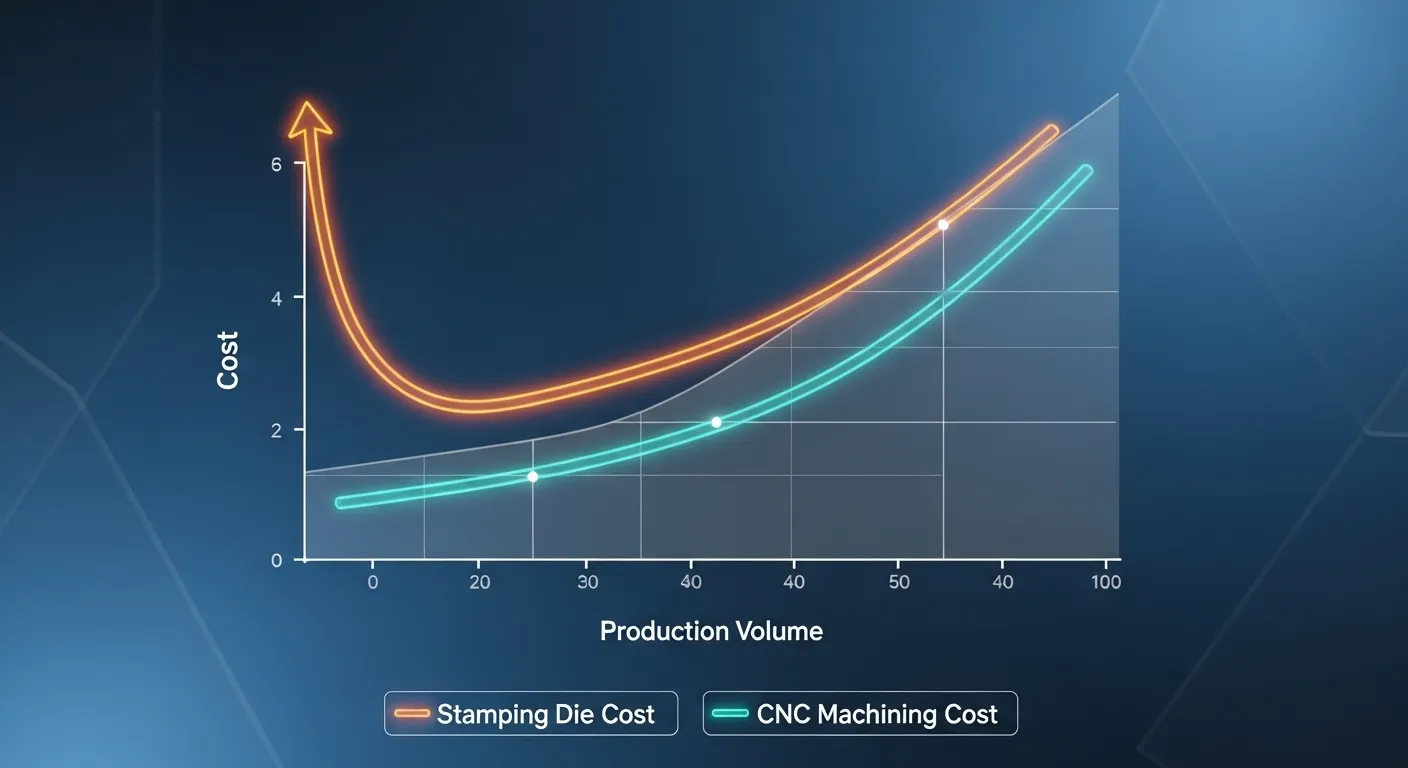
- Identificeer het kostenefficiënte "break-even" punt tussen processen.
- Evalueer welke methode aan jouw specifieke tolerantie-eisen voldoet.
- Bepaal de implicaties van materiaalafval voor duurzaamheidsdoelen.
- Kies het juiste fabricagepad voor je productietijdlijn voor 2026.
Fundamenteel proces: Shaping vs. Subtractie
Om het kernverschil te begrijpen, stel je het verschil voor tussen een koekjesvormer en een houtsnijder. Metaal stansen is een vormproces. Een platte metalen plaat wordt in een pers geplaatst, waar een op maat gemaakt gereedschap en matrijs enorme kracht uitoefent om het metaal in een specifieke vorm te "stempelen". Het is ongelooflijk snel en produceert consistente onderdelen van dunne materialen.
CNC (Computer Numerical Control) Bewerking is een subtractief proces. Het begint met een massief "blank" of werkstuk. Een hogesnelheidsroterend gereedschap beweegt vervolgens langs meerdere assen (meestal 3, 4 of 5 assen) om materiaal weg te schuren totdat de uiteindelijke geometrie is bereikt. Hoewel stansen beperkt is tot de dikte van het plaatmetaal, kan CNC-bewerking complexe 3D-vormen creëren uit dikke, massieve blokken metaal of plastic.
Belangrijke vergelijkingsfactoren: Kosten, Volume en Snelheid
Financiële haalbaarheid is vaak de doorslaggevende factor voor inkoopmanagers. De twee methoden hebben omgekeerde kostenstructuren wat betreft opzet en eenheidsprijs.
Gereedschap en Installatiekosten
Metaal stansen vereist een aanzienlijke investering in het voorafgaan. Maatwerkmatrijzen moeten worden ontworpen en bewerkt uit gehard staal, vaak tussen de $2.000 en $50.000 (moet worden gecontroleerd), afhankelijk van de complexiteit. Omgekeerd heeft CNC-bewerking minimale installatiekosten, meestal alleen het programmeren van de G-code en basiswerkbevestigingsbevestigingen.
Het productie-"Cross-over" punt
Vanwege de hoge gereedschapskosten is metaalstansen zelden kosteneffectief voor kleine batches. Echter, zodra de dobbelsteen is gemaakt, is de "per-onderdeel" kosten uitzonderlijk laag. Voor de meeste industriële toepassingen ligt het break-evenpunt tussen 1.000 en 5.000 eenheden. Voor grootschalige eisen, zoals automotive metalen stanscomponenten OEM-kwaliteit, is stansen de onbetwiste leider in kostenefficiëntie.
Veelvoorkomende fouten om te vermijden:
- Kiezen voor CNC voor een productie van 50.000 eenheden, wat leidt tot enorme arbeids- en machine-urenkosten.
- Kiezen voor stansen voor een prototype van 50 stukken, waarbij de matrijskosten nooit worden terugverdiend.
Precisie en geometrische complexiteit

CNC-bewerking is de gouden standaard voor precisie. Moderne CNC-centra kunnen toleranties bereiken tot ±0,005 mm. Dit maakt het de voorkeurskeuze voor lucht- en ruimtevaart-, medische en hoogwaardige elektronische componenten die perfecte pasvormingen vereisen.
Metaal stansen is precies maar beperkt door het gedrag van het metaal terwijl het buigt en uitrekt (veerterugslag). Standaard stempeltoleranties variëren doorgaans van ±0,1 mm tot ±0,2 mm. Hoewel stansen uitstekend is voor 2D- of "gevouwen" 3D-vormen zoals beugels en behuizingen, kan het niet de diepe, ingewikkelde interne holtes of variabele diktes produceren die een CNC-frees kan.
Voor projecten die lichtgewicht maar duurzame frames vereisen, zoals aluminium stansonderdelen lichtgewicht toepassingen, biedt stansen de beste balans tussen snelheid en structurele integriteit voor dunne wandige ontwerpen.
Materiaalgeschiktheid en Afval
Materiaalgebruik is een cruciale maatstaf voor duurzaamheidsnormen en de bodembescherming van 2026.
- Stansen: Dit proces is zeer efficiënt met materiaal. Omdat het plaatmetaal gebruikt, is het "schroot" beperkt tot het skelet dat overblijft nadat de onderdelen zijn uitgeponst. Dit is vooral gunstig bij het werken met dure materialen, zoals koper en messing metalen gestanste componenten elektrisch, waarbij het minimaliseren van afval essentieel is.
- CNC-bewerking: Dit proces genereert aanzienlijk afval. In sommige gevallen wordt tot 60-80% van het oorspronkelijke metalen blok omgezet in "spantjes" of chips. Hoewel deze chips gerecycled kunnen worden, zijn de energie en kosten die gepaard gaan met de eerste aankoop van materialen en de daaropvolgende recycling veel hoger.
De "hybride" oplossing: stansen + secundaire bewerking
In de moderne productie hoef je niet altijd maar één te kiezen. Veel hoogprecisie, groot-volume onderdelen maken gebruik van een hybride workflow. Een onderdeel kan aanvankelijk worden gestanst om de algemene vorm met hoge snelheid en lage kosten te creëren, en vervolgens naar een CNC-machine worden gebracht om gaten met hoge tolerantie te boren of een perfect vlak aansluitingsoppervlak te frezen. Deze aanpak combineert de snelheid van het vormen met de precisie van aftrekken, en biedt een middenweg voor complexe industriële ontwerpen.
Veelgestelde Vragen (FAQ)
Metaalstansen is alleen goedkoper bij grote volumes (meestal 1.000+ eenheden) omdat de hoge initiële kosten van de matrijs over veel onderdelen worden verspreid. Voor kleine volumes of prototypes is CNC-bewerking aanzienlijk kosteneffectiver.
Metaal stempelen is aanzienlijk sneller voor grote bestellingen. Zodra de pers is opgesteld, kan deze tientallen of zelfs honderden onderdelen per minuut produceren, terwijl een CNC-machine elk onderdeel afzonderlijk over enkele minuten moet snijden.
Stansen is over het algemeen beperkt tot metalen tussen 0,5 mm en 6 mm dik (moet worden gecontroleerd). Voor materialen dikker dan 10 mm zijn CNC-bewerking of andere zware fabricagemethoden meestal vereist.
Niet per se. CNC-onderdelen worden bewerkt uit massief materiaal, waardoor de oorspronkelijke nerfstructuur van het materiaal behouden blijft. Stansen houdt echter in dat het metaal wordt gevormd door "werkharding", wat de sterkte van bepaalde delen van het onderdeel kan verhogen.
Beide zijn uitstekend voor aluminium. Gebruik CNC voor dikke, hoogprecisieblokken en stansen voor dunne behuizingen, beugels of koellichamen waarbij gewichtsvermindering prioriteit heeft.
Conclusie
De keuze tussen metaalstansen en CNC-bewerking hangt af van het snijvlak van volume, precisie en budget. Als je een nieuw prototype ontwikkelt of extreme toleranties nodig hebt voor een kleine batch, is CNC-bewerking je beste optie. Voor grootschalige productie waarbij eenheidskosten en materiaalefficiëntie van het grootste belang zijn, is metaalstempelen echter de superieure industriële oplossing.