
Welke toleranties kan precisiemetaal stempelen bereiken?
Precisiemetaalstansen kan doorgaans standaardtoleranties van ±0,005 inch (±0,127 mm) bereiken. Met geavanceerde hoogprecisiegereedschappen en gespecialiseerde persen kunnen fabrikanten echter ultrastrakke toleranties bereiken van zo laag als ±0,001 inch (±0,025 mm) of zelfs ±0,0005 inch in specifieke toepassingen met veel volume. De exacte te bereiken tolerantie hangt sterk af van het materiaaltype, de dikte, de geometrie van het onderdeel en de kwaliteit van de stansmatrijs. Voor de meeste industriële toepassingen zorgt het handhaven van deze smalle marges ervoor dat complexe componenten perfect passen in grotere assemblages, waardoor secundaire bewerking minder nodig is.
Nauwkeurige metaalstanstoleranties begrijpen
Tolerantie bij metaalstempelen verwijst naar de toegestane afwijking van de bedoelde afmetingen van een onderdeel. Omdat metaal elastisch en reactief is, is het bereiken van "perfectie" onmogelijk; in plaats daarvan definiëren ingenieurs een bereik waarin het onderdeel nog steeds correct zal functioneren.
Precisiemetaalstansen onderscheidt zich van traditioneel stansen doordat het veel strakkere grenzen consistent kan vasthouden gedurende miljoenen cycli. Dit is cruciaal voor industrieën zoals elektronica en lucht- en ruimtevaart, waar een fractie van een millimeter het verschil kan zijn tussen een functionerend apparaat en een totale faling.
Factoren die de stempelnauwkeurigheid beïnvloeden
Verschillende variabelen bepalen of je een doel van ±0,001" kunt halen of dat je beter een meer ontspannen ±0,010" kunt aanhouden:
- Materiaaltemper: Hardere materialen veeren meer terug na een treffer, terwijl zachtere metalen zoals aluminium onder druk kunnen vervormen.
- Gereedschapskwaliteit: Hardmetalen matrijzen behouden hun randen langer dan staal, wat zorgt voor een betere consistentie over lange loop.
- Druksnelheid: Persen met hoge snelheid genereren warmte, wat thermische uitzetting in het metaal kan veroorzaken en subtiel de afmetingen kan veranderen.
Wat is de standaardtolerantie voor metaalstansen?
De industriestandaard voor de meeste maatwerk-metalen stempelprojecten is over het algemeen ±0,005 inch (0,127 mm). Dit assortiment biedt een balans tussen hoogwaardige pasvorm en kosteneffectieve productie, omdat het geen extreem gespecialiseerde koeling of ultra-premium matrijsmaterialen vereist.
Hoewel ±0,005" de "sweet spot" is, kunnen veel projecten met eenvoudige beugels of structurele componenten een "commerciële tolerantie" van ±0,010 inch tot ±0,015 inch gebruiken. Het versoepelen van de tolerantie waar mogelijk verlaagt de kosten van het gereedschap aanzienlijk en versnelt de productietijd. Bij het bepalen van je specificaties is het handig om te begrijpen hoe je het juiste metaalmateriaal kiest om onderdelen te stansen, aangezien de dikte en ductiliteit van het materiaal je haalbare basislijn bepalen.
Hoe beïnvloedt materiaaldikte de stanstoleranties?
Over het algemeen geldt: hoe dunner het materiaal, hoe strakker de tolerantie die je kunt bereiken. Dit komt doordat dunnere platen minder kracht nodig hebben om te scheren en te vormen, wat leidt tot minder doorbuiging van het gereedschap en warmteopbouw.
Voor materialen onder 0,020" dik is het gebruikelijk om ±0,001" te bereiken. Naarmate je overgaat op dikkere platen—zoals die gebruikt worden voor
Tolerantie-uitsplitsing naar materiaaldikte
<figuurklasse="wp-blok-tabel"><tafelklasse="heeft-vaste-layout">Kan metaal stansen net zo nauwkeurig zijn als CNC-bewerking?
Hoewel CNC-bewerking theoretisch strakkere toleranties kan aanhouden (vaak tot ±0,0001"), kan precisiemetaalstansen de CNC-nauwkeurigheid voor veel dunne smalgrootteonderdelen evenaren, terwijl het aanzienlijk snellere productiesnelheden en lagere eenheidskosten biedt.
Het belangrijkste verschil zit in het proces: bewerking verwijdert materiaal, terwijl stansen het vormt. Voor grootschalige productie is stansen bijna altijd de betere keuze voor dunne, complexe onderdelen. Als u niet zeker weet welk proces bij uw project past, bekijk dan onze gids over het verschil tussen metaalstansen en CNC-bewerking om te zien welke methode de precisie levert die uw ontwerp vereist.
Wat is "Springback" en hoe beïnvloedt het de tolerantie?
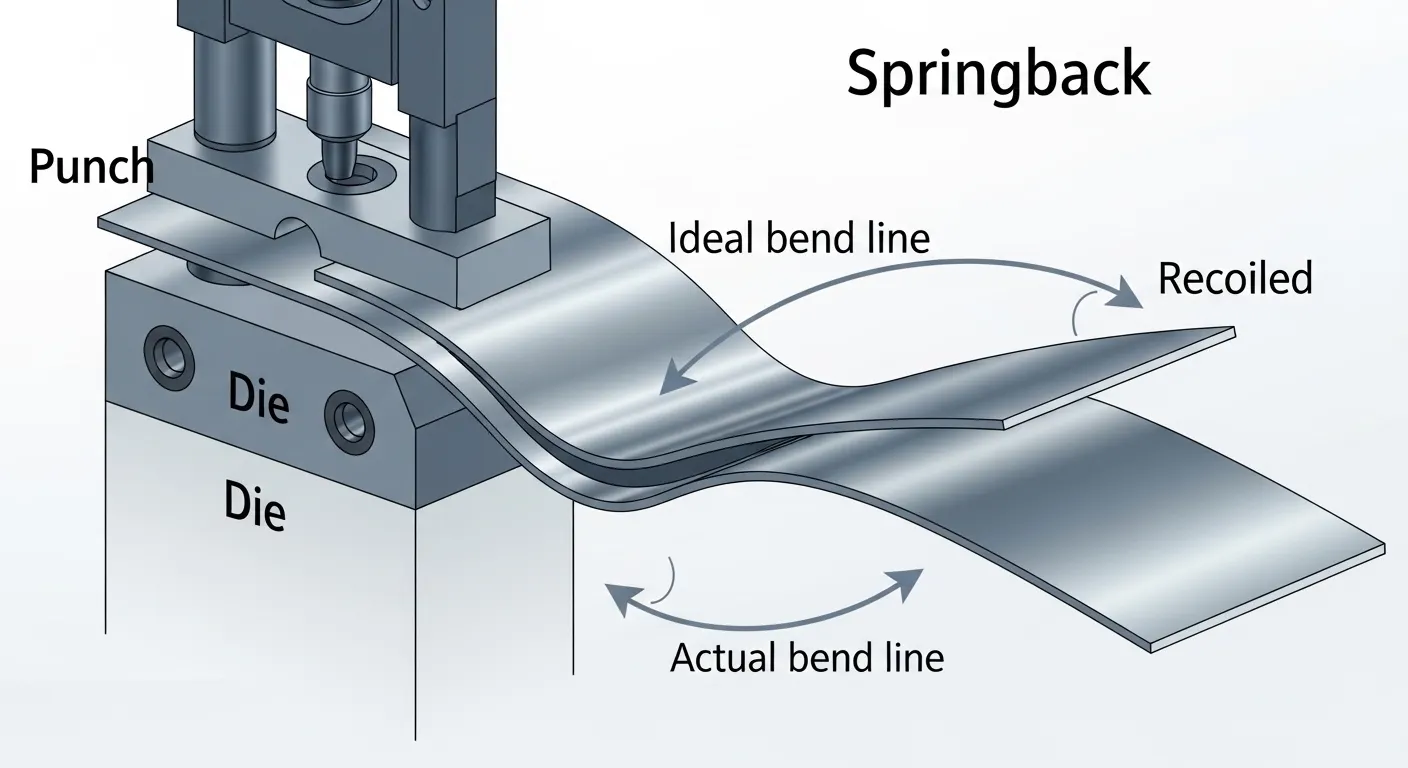
Veerterugslag is de neiging van een metalen onderdeel om na het loslaten van de stansdruk terug te keren naar zijn oorspronkelijke vorm. Het is een grote uitdaging om strakke toleranties te bereiken, vooral bij buigoperaties.
Ingenieurs houden rekening met de veerterugslag door het onderdeel in de matrijs te "overbuigen". Als bijvoorbeeld een buiging van 90 graden vereist is, kan de matrijs zo ontworpen zijn dat het metaal naar 92 graden buigt, wetende dat hij twee graden zal "springen" zodra hij de pers verlaat.
- Staalsoorten met hoge sterkte hebben een hoge veerterugslag en vereisen een agressievere compensatie.
- Gloeikoper heeft een zeer lage veerterugslag, waardoor het makkelijker is om strakke toleranties aan te houden.
Veelgestelde Vragen
Ja. Secundaire processen zoals warmtebehandeling of plating kunnen ervoor zorgen dat onderdelen uitzetten, krimpen of kromtrekken. Het is essentieel om deze veranderingen tijdens de ontwerpfase te berekenen, zodat de "as-gestempelde" afmetingen rekening houden met de uiteindelijke afwerking.
In gespecialiseerde "micro-stempel" omgevingen zijn toleranties tot wel ±0,0002" haalbaar, hoewel dit klimaatgereguleerde faciliteiten en ultranauwkeurige hardmetalen gereedschappen vereist.
De beste manier om kosten te verlagen is alleen strakke toleranties toe te passen op kritieke "koppelings"oppervlakken. Gebruik lossere toleranties (±0,015") voor niet-kritische randen om de levensduur van je stempelmatrijs te verlengen.
Indirect wel. Het gebruik van een pers met onvoldoende tonnage kan ervoor zorgen dat het frame buigt, wat leidt tot inconsistente afmetingen. Hoogprecisieklussen vereisen zware, hoogstijfheidspersen.
Belangrijke Punten
- Standaardtoleranties voor precisiestansen zijn doorgaans ±0,005 inch.
- Ultraprecisietoepassingen kunnen met geavanceerde hardmetalen gereedschappen ±0,0005 inch bereiken.
- Materiaalkeuze en dikte zijn de belangrijkste factoren bij het bepalen van de haalbare nauwkeurigheid.
- Strategisch ontwerp (alleen toleranties aanscherpen waar nodig) is de sleutel tot het balanceren van kwaliteit en kosten.
Conclusie
Het bepalen welke toleranties precisiemetaal stempelen kan bereiken, is een balans tussen natuurkunde, materiaalkunde en techniek. Hoewel ±0,005" de basis is, is het plafond voor precisie ongelooflijk hoog voor wie bereid is te investeren in premium gereedschappen en strenge kwaliteitscontrole. Door deze beperkingen vroeg in de ontwerpfase te begrijpen, kunt u ervoor zorgen dat uw componenten zowel hoogpresterend als productiebaar zijn.