
Metaalponsen versus stansen: wat is het verschil? Volledige gids
In de wereld van plaatmetaalfabricage domineren twee processen het maken van kenmerken, het vormen van onderdelen en de productie in grote hoeveelheden:MetaalponsenenMetaalstansen. Deze termen worden soms door elkaar gebruikt, maar verwijzen naar verschillende methoden met verschillende toepassingen, gereedschapsvereisten en uitkomsten. De verkeerde aanpak kiezen kan leiden tot inefficiënties, hogere kosten of kwaliteitsproblemen.
BegripMetaalponsen versus stansenHelpt ingenieurs, ontwerpers en productieteams strategische beslissingen te nemen die de productiekwaliteit verbeteren en kosten verlagen. Deze gids legt de fundamentele verschillen uit tussen deze processen, waar elk uitblinkt en hoe ze effectief toegepast kunnen worden in moderne productie.
Wat is metaalpunching?
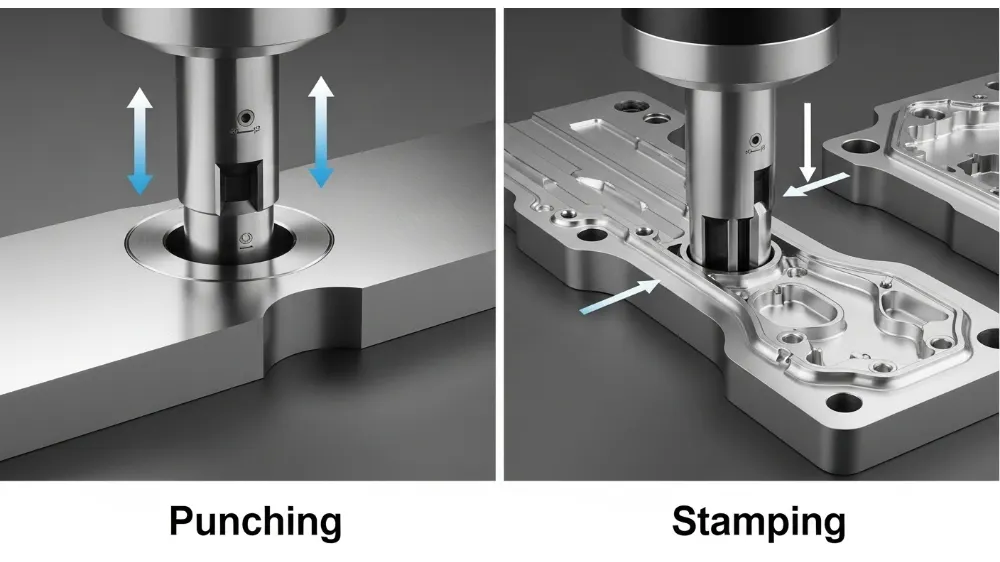
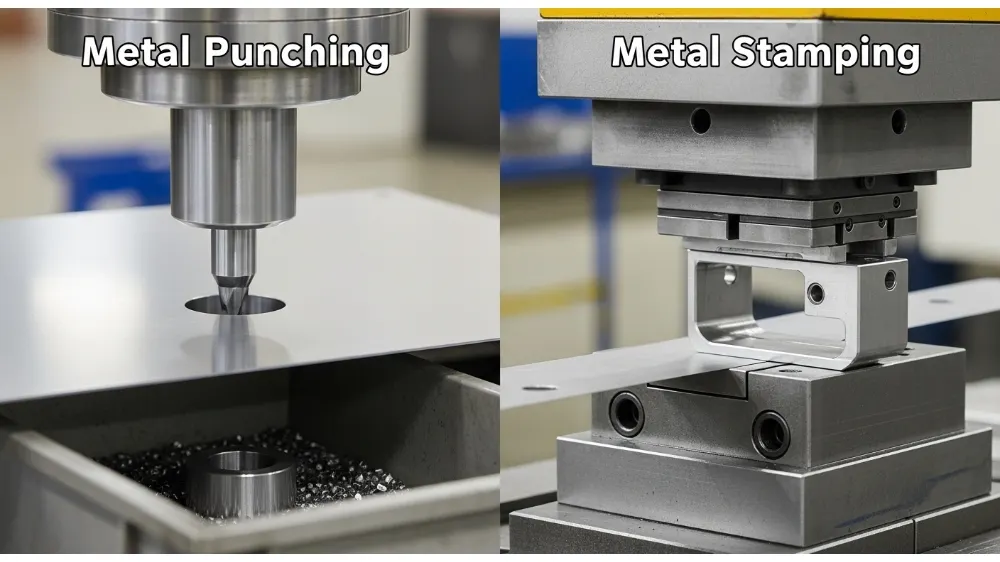
Metaalponsen is eenMateriaalverwijderingsproceswaarbij een ponsgereedschap een gevormde pons door plaatmetaal dwingt om gaten of uitsparingen te maken. De pons duwt het plaatmateriaal in een bijpassende matrijs, waardoor het schoon wordt afgebroken. Omdat het proces door materiaal snijdt in plaats van te vervormen, resulteert het in een duidelijk gat of vorm die losstaat van het oorspronkelijke plaatje.
Metaalponsen wordt veel gebruikt voor het maken van eenvoudige gaten, sleuven, inkepingen en uitsparingen in vlakke plaatmetalen onderdelen. Het proces is snel, herhaalbaar en zeer geschikt voor grootschalige productieruns.
Belangrijkste kenmerken van ponsen
- Verwijdert materiaal om gaten of uitsparingen te maken.
- Gebruikt een combinatie van punch en matrijs.
- Minimale vervorming buiten het snedegebied.
- Ideaal voor eenvoudige geometrieën.
Ponsmachines werken doorgaans met hydraulische, mechanische of CNC-gestuurde aandrijvingen. Geautomatiseerde ponscentra kunnen grote platen met hoge snelheid en precisie verwerken voor onderdelen zoals geperforeerde panelen, beugels en montageplaten.
Wat is metaalstansen?
Metaal stempelen is eenbrede categorie van vorm- en fabricageprocessenDat omvat punchen als een mogelijke stap. Stansen maakt gebruik van op maat gemaakte matrijzen en persen om te vormen, buigen, embossen, vormen of plaatmetaal snijden tot afgewerkte onderdelen. In tegenstelling tot ponsen, dat alleen materiaal verwijdert, verandert stansen vaak de geometrie van het blad zonder per se materiaal te verwijderen.
Metaalstansen kan verschillende deelprocessen omvatten, waaronder:
- Blanking– Platte vormen uit plaatpapier snijden.
- Buigen– Het vormen van hoeken of krommen.
- Tekening– Metaal uitrekken om bekers, schelpen en complexe vormen te vormen.
- Munten maken– Gecontroleerde metaalstroom voor precieze details.
- Reliëf– Het creëren van verhoogde of verzonken ontwerpen.
Stansen wordt veel gebruikt in autocarrosseriecomponenten, behuizingen van apparaten, elektronische beugels en andere onderdelen die vereisencomplexe vormen met minimale secundaire bewerking.
Belangrijkste kenmerken van stempelen
- Houdt in dat metaal wordt gevormd, gebogen of gevormd.
- Produceert vaak complexe, eindbruikbare onderdelen.
- Kan snijden of trimmen als een van meerdere stappen omvatten.
- Gebruikt bijpassende gereedschappen en matrijzen die specifiek zijn voor het ontwerp.

Ponsen versus stempelen: Belangrijkste verschillen
1. Materiaalverwijdering versus materiaalvorming
Het belangrijkste verschil tussen metaalponsen en stansen ligt inhoe het materiaal wordt behandeld:
Slaan:Verwijdert materiaal om gaten of uitsnijdingen te maken.
Stempelen:Hervormt of vormt het materiaal, vaak zonder het te verwijderen, hoewel snijwerkzaamheden zoals blanken of bijsnijden deel uitmaken van het stempelen.
2. Complexiteit van onderdelen
Ponsen is ideaal voorEenvoudige vormen en herhaalbare gatpatronen, maar het is niet bedoeld voor onderdelen die complexe contouren of driedimensionale vormen vereisen.
Stanssteunenmulti-stap en multifunctionele die-operatiesdie metaal in één persbeurt kan buigen, embossen, rekken of trekken in ingewikkelde delen.
3. Gereedschaps- en matrijscomplexiteit
Ponsgereedschappen zijn relatief eenvoudig—meestal een pons- en matrijsset die is ontworpen om de gewenste gatvorm te volgen. Daarentegen kunnen stansmatrijzen zeer ingewikkeld zijn en meerdere vormhandelingen combineren in één gereedschapsset.
Hierdoor is stansgereedschap meestal duurder in ontwerp en productie, maar levert het wel goedafgewerkte onderdelen met minimaal secundair werk.
4. Productievolume en efficiëntie
Stoten is extreem efficiënt voorGroot volume gaten maken en perforerenMet lage eenheidskosten en snelle doorlooptijden. Voor onderdelen die alleen gaten of eenvoudige uitsparingen vereisen, gaat ponsen meestal sneller dan stansen.
Stempelen, hoewel iets langzamer per cyclus door extra vormbewerkingen, kan opleverenNetvormcomponentenDat elimineert secundaire stappen, bespaart tijd bij de assemblage en vermindert de arbeidskracht.
5. Geschiktheid van de toepassing
Punching is perfect voor producten zoals:
- Geperforeerde platen
- Beugels met repetitieve gatpatronen
- Montageplaten
- Ventilatiepanelen
Stempelen blinkt uit in het produceren:
- Carrosseriedelen van auto's
- Voertuigframes en behuizingen
- Structurele componenten
- Complexe metalen behuizingen
Wanneer slaan logisch is
Metaalstoten komt echt in de smaak in scenario's waarin:
- Het onderdeel vereistHerhaalde gaten of eenvoudige vormen.
- Minimale vormen is nodig.
- Hoge doorvoer en kostenefficiëntie zijn prioriteiten.
- De dikte van het plaatmetaal is uniform en binnen de ponscapaciteit.
Een belangrijk voordeel van punching is dat hetPrecisie en herhaalbaarheid, vooral wanneer deze wordt aangestuurd met CNC-systemen. Moderne CNC-ponsmachines kunnen automatisch de bewerkingen lokaliseren, ponsen en sequencen om plaatdekking te maximaliseren en verspilling te minimaliseren.
Wanneer stempelen de betere keuze is
Stempelen is te verkiezen wanneer:
- Het deel vereistcomplexe geometrie of multi-assige kenmerken.
- Onderdelen moeten dicht bij hun uiteindelijke bruikbare vorm worden geleverd.
- Secundair bewerken, buigen of lassen moeten tot een minimum worden beperkt.
- Consistentie en hoge sterkte zijn vereist voor toepassingen met hoge belasting.
Omdat stansen meerdere bewerkingen kan integreren—zoals reliëf, buigen of trimmen—in één matrijs, besparen fabrikanten op cyclustijd en totale productiekosten voor complexe ontwerpen.
Materiaaldikte en procesbeperkingen
Zowel ponsen als stansen kunnen een reeks plaatdiktes aan, maar elk heeft beperkingen:
Ponsen wordt over het algemeen beperkt door de sterkte van het ponsgereedschap en deSchuifkracht nodig om door metaal te snijden. Zeer dikke of extreem harde legeringen kunnen langzamere ponssnelheid of gespecialiseerd gebruik vereisen.
Stansen kan dikkere materialen aan, zolang de matrijs en pers zijn ontworpen voor de lading. Echter, diep trekken of zware buigingen kunnen progressieve of samengestelde matrijzen vereisen om de vormkrachten effectief te verdelen en materiaalfalen te voorkomen.

Gereedschapskosten en levenscyclus
De kosten voor ponsgereedschap zijn doorgaans lager vanwege eenvoudiger ontwerp en fabricage. Stansen en matrijzen kunnen worden vervangen naarmate er slijtage optreedt, en onderhoud is eenvoudig.
Stanswerkwerk kan bestaan uit:
- Progressieve sterft
- Compoundmatrijzen
- Multi‑station tooling
- Gespecialiseerde vormkenmerken
Deze gereedschapssets zijn in het begin duurder en vereisen zorgvuldig ontwerp en onderhoud, maar de langetermijnbesparingen komen voort uit het vermogen om te producerennetvormige, hoogprecisie-onderdelenOp zeer hoge volumes.
Maatwerk en flexibiliteit
Metalen ponssystemen—vooral CNC-gebaseerd—bieden grote flexibiliteit voorAangepaste gatenindelingen of configuratiewijzigingen. Het herontwerpen van een ponsprogramma gaat sneller dan het aanpassen van een stansmatrijs.
Stansmatrijzen zijn, eenmaal vervaardigd, minder flexibel voor ontwerpwijzigingen. Elke grote aanpassing vereist vaakHet herontwerpen van de matrijs, wat de kosten en de tijd verhoogt.
Kwaliteits- en precisieoverwegingen
Beide processen kunnen hoge precisie bereiken, maar kwaliteitscontrole verschilt:
Ponsen levert opSchoon gesneden randenmet minimale bramen als het goed is geconfigureerd. De kwaliteit van de snijkant hangt echter af van de scherpte van het gereedschap, materiaaleigenschappen en perforatie.
Stansen levert nauwkeurige onderdeelgeometrie en vormintegriteit, maar ook controlerendSpringback en vervormingvereist zorgvuldig matrijsontwerp en smering.
Kostenvergelijking: Ponsen versus Stansen
Punching heeft meestal:
- Lagere gereedschapskosten
- Snellere cyclus voor eenvoudige geometrieën
- Lagere eenheidskosten voor onderdelen die alleen in het gat zijn
Stempelen heeft:
- Hogere initiële gereedschapsinvestering
- Hogere complexiteit en functionaliteit per onderdeel
- Lagere totale productiekosten voor complexe, afgewerkte componenten
Uiteindelijk hangt de beste keuze af van het ontwerp, productievolume, materiaal en toleranties.
Integratie met andere processen
Zowel ponsen als stansen overlappen met andere productieworkflows. Zo kunnen progressieve stanspersen ponsen, blanken, buigen en reliëfen in meerdere stations integreren. Ditvermindert het onderdeelbeheeren verbetert de herhaalbaarheid.
Milieu- en afvaloverwegingen
Ponsen genereert doorgaansMetaalschrootVan het verwijderde materiaal kan dit worden verzameld en gerecycled. Stansen kan verspilling minimaliseren door blanking- en nestelstrategieën te gebruiken om het gebruik van de plaat te maximaliseren.
Laatste trends in ponsen en stansen
Moderne fabricage maakt steeds vaker gebruik van:
- CNC-besturing en automatisering
- Robotmateriaalbehandeling
- Realtime kwaliteitsmonitoring
- Servoperstechnologie
Deze technologieën verbeteren de nauwkeurigheid, verkorten de cyclustijden en bieden flexibiliteit in zowel pons- als stanswerkzaamheden.
Kiezen tussen ponsen en stansen
Om tussen de twee te kiezen:
- EvalueerDeelcomplexiteit
- BeoordeelProductievolume
- OverweegMateriaaleigenschappen en dikte
- AnalyserenTotale productiekosten
- Recensievereiste toleranties
Geavanceerde simulaties en CAD/CAM-integratie kunnen spanningen en materiaalstromen modelleren, waardoor ingenieurs de keuze optimaliseren voordat gereedschappen worden gebouwd.
FAQ – Veelgestelde vragen over metaalponsen versus stansen
V1: Zijn ponsen en stansen hetzelfde proces?
A: Nee. Ponsen snijdt specifiek gaten of uitsneden door materiaal te verwijderen, terwijl stansen vorm- en vormingsoperaties omvat die al dan niet materiaalverwijdering kunnen omvatten.
V2: Welke methode is beter voor eenvoudige gaten?
A: Ponsen is meestal efficiënter en kosteneffectiever om eenvoudige, repetitieve gaten te maken.
V3: Kan stansen ook ponsbewerkingen bevatten?
A: Ja. Stansmatrijzen bevatten vaak stansen-, blank- of trimstappen als onderdeel van een grotere vormsequentie.
V4: Kost stansen meer dan ponsen?
A: Meestal wel, omdat stansgereedschap in het begin complexer en duurder is, maar het kan de totale productiekosten voor complexe onderdelen verlagen.
V5: Is CNC-ponsen flexibeler dan stansen?
A: CNC-ponsen biedt meer flexibiliteit om gatenindelingen of configuraties te wijzigen zonder het fysieke gereedschap aan te passen.
V6: Hoe beïnvloeden materiaaldikte en hardheid de keuze?
A: Zeer dikke of harde materialen kunnen de ponsefficiëntie en gereedschapslevensduur beperken, waardoor stansen of progressief vormen geschikter wordt.
V7: Welk proces produceert minder afval?
A: Stempelen kan minder afval opleveren wanneer geneste lay-outs en blanking worden geoptimaliseerd; Ponsen genereert uitsparingen die gerecycled moeten worden.
Conclusie
De verschillen begrijpen tussenMetaalponsen versus stansenstelt fabrikanten in staat om de meest geschikte fabricagemethode voor hun onderdelen te kiezen. Ponsen levert snelle, efficiënte materiaalverwijdering en eenvoudige gatenpatronen op, terwijl stansen volledig gevormde, complexe onderdelen levert met minimale bewerking.
Uw keuze beïnvloedt de gereedschapskosten, productiesnelheid, de nauwkeurigheid van onderdelen en de algehele productie-efficiëntie. Door kennis van de ontwerpvereisten van onderdelen te combineren met de mogelijkheden van moderne fabricagetechnologieën, kun je beslissingen nemen die de productiviteit en productkwaliteit verhogen.