
Hoog-detail resin 3D-printen: Best practices voor prototyping
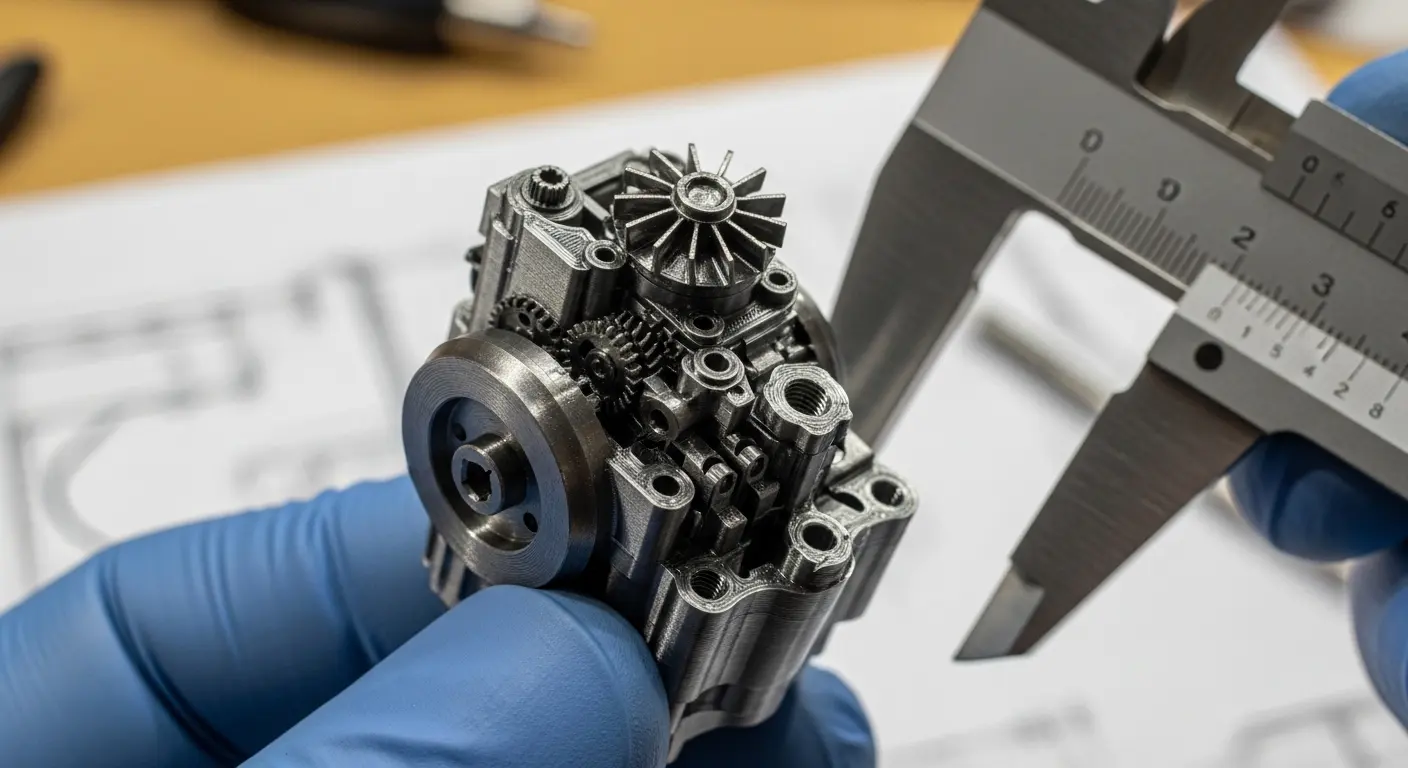
Hooggedetailleerde hars 3D-printen is een industrieel additief productieproces waarbij een lichtbron wordt gebruikt om vloeibare fotopolymeerhars uit te harden tot vaste, hoogresolutie onderdelen. Met behulp van technologieën zoals stereolithografie (SLA) en Digital Light Processing (DLP) bereikt deze methode uitzonderlijke oppervlaktegladheid en dimensionale nauwkeurigheid, met laaghoogtes tot wel 25 micron. Voor B2B-engineeringteams is vloeibare hars 3D-printen voor prototypes de gouden standaard voor het valideren van complexe geometrieën in medische apparaten, consumentenelektronica en hoogprecisie-autocomponenten voordat de overstap naar massaproductie wordt gemaakt.
Technologieën vergelijken: SLA vs DLP voor hoge details
Bij het zoeken naar professionele SLA 3D-printdiensten, staan ingenieurs vaak voor de keuze tussen verschillende lichtuithardingstechnologieën. Hoewel beide vloeibare harsen gebruiken, heeft de manier waarop ze licht verdelen een aanzienlijke invloed op de resolutie en schaalbaarheid van het eindonderdeel. Het begrijpen van het mechanische onderscheid tussen deze lichtbronnen is de eerste stap om ervoor te zorgen dat je prototype voldoet aan de bedoelde toleranties en esthetische eisen.
In een professionele productieomgeving wordt de keuze tussen SLA en DLP meestal bepaald door de grootte van het onderdeel en de vereiste dichtheid van de kenmerken. Bij SunOn maken we gebruik van industriële systemen – anders dan hobby-desktopprinters – die beschikken over gekalibreerde optiek en stabiele thermische omgevingen. Deze factoren zijn cruciaal voor het behouden van consistentie over een grote bouwplaat, zodat het eerste onderdeel in een batch identiek is aan het vorige.
Stereolithografie (SLA) voor grootschalige precisie
SLA gebruikt een hoogprecisie UV-laser om een pad over het harsoppervlak te volgen, waarbij één punt tegelijk wordt uitgehard. Deze technologie is superieur voor grote onderdelen omdat de laser een consistente plekgrootte over het hele bouwgebied behoudt. Voor 3D-geprint prototype voor auto-onderdelen, biedt SLA de dimensionale stabiliteit die nodig is voor grootschalige behuizingen, terwijl de gladde afwerking behouden blijft die nodig is voor visuele validatie.
Digital Light Processing (DLP) voor ultra-fijne micro-features
DLP maakt gebruik van een digitaal projectorscherm om één afbeelding van een hele laag tegelijk te laten flashen. Omdat de projector uit pixels bestaat, kan DLP ongelooflijke details bereiken op kleinere componenten. Dit maakt het een voorkeurskeuze voor microfeature 3D-printen in de elektronicasector, waarbij interne bossen, ribbels en connectorpoorten met microscopische precisie moeten worden weergegeven. De DLP-resolutie kan echter verslechteren naarmate de bouwgrootte toeneemt, waardoor het een gespecialiseerd hulpmiddel is voor hoge, kleine batchuitvoeringen.
Kritische ontwerpregels voor nauwkeurige 3D-geprinte onderdelen in resin
Succes behalen met harsgebaseerde systemen vereist een verschuiving in design thinking. In tegenstelling tot filamentgebaseerde methoden omvat het printen van vloeibare hars complexe vloeistofdynamica en vacuümkrachten tijdens de "peel"-cyclus van de bouw. Het niet meenemen van deze krachten kan leiden tot kromgetrokken muren, mislukte steunen of "cupping"—een fenomeen waarbij gevangen hars een vacuüm creëert dat een hol deel kan doen exploderen.
Design for Manufacturability (DFM) is de ruggengraat van ons offerteproces. Wanneer je een CAD-bestand indient voor vloeibare hars 3D-printen voor prototypes, analyseren onze ingenieurs de geometrie op mogelijke faalpunten. Het vroegtijdig implementeren van ontwerpregels voorkomt de "trial and error"-kosten die gepaard gaan met niet-geoptimaliseerde bestanden. Deze proactieve aanpak is essentieel voor hardware-oprichters die werken met krappe R&D-budgetten en strakke lanceringstijden.
Wanddikte en minimale featuregrootte beheren
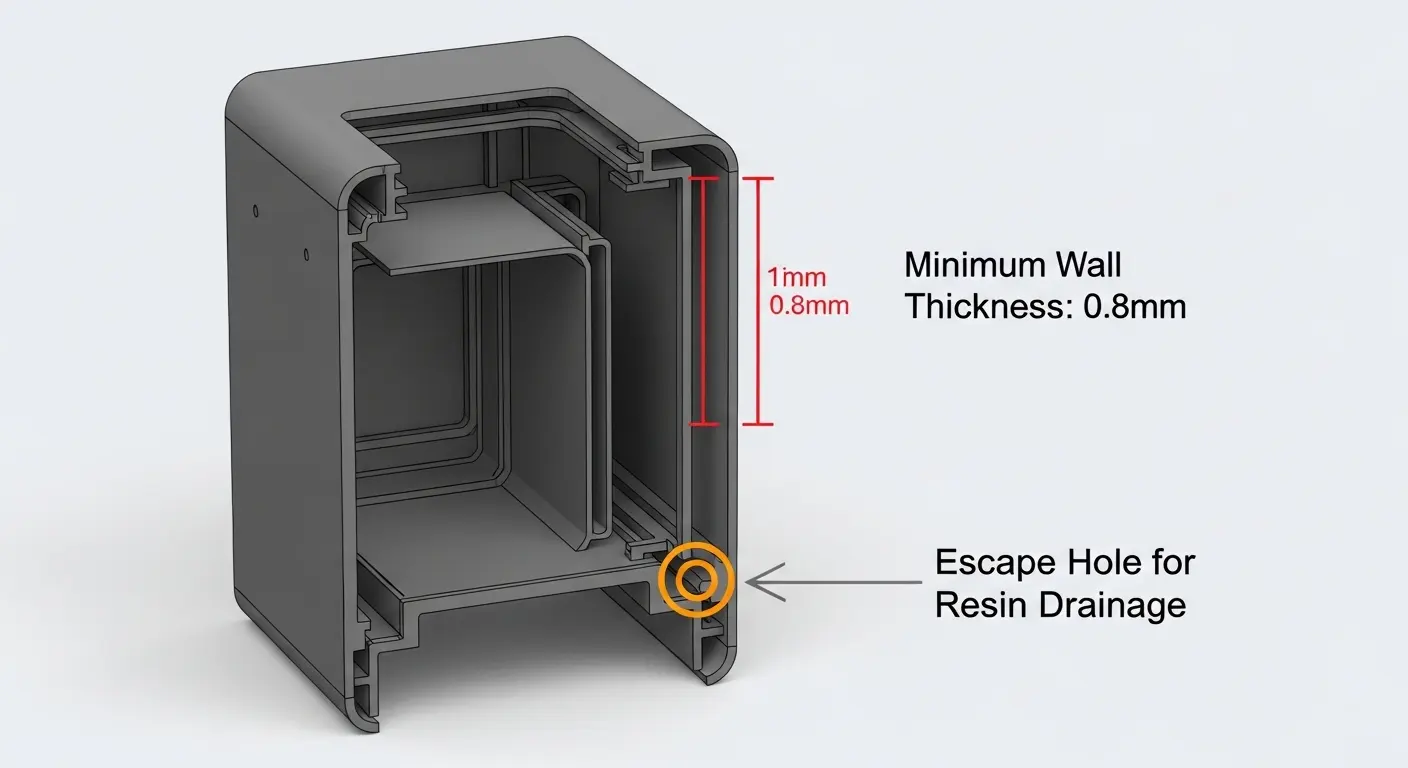
Hars is van nature brosser dan thermoplastische filamenten zoals ABS. Om structurele integriteit te waarborgen, raden we een minimale wanddikte van 0,8 mm aan voor de meeste functionele onderdelen, hoewel niet-structurele microkenmerken tot 0,3 mm kunnen worden teruggebracht. Dunne wanden die te hoog zijn, kunnen kromtrekken tijdens het UV-uithardingsproces, dus raden we vaak aan om interne ribben of gussets toe te voegen om stijfheid te bieden zonder het volume of de kosten van het onderdeel significant te verhogen.
Oriëntatiestrategieën om Ondersteuningslittekens te Minimaliseren
Onderdeeloriëntatie is een strategische beslissing die zowel de nauwkeurigheid als de oppervlakteafwerking beïnvloedt. Omdat harsonderdelen ondersteuning nodig hebben om ze tijdens de bouw op hun plaats te houden, laten deze steunen kleine "knoppen" of littekens achter wanneer ze verwijderd worden. Door kritieke visuele oppervlakken weg van de ondersteuningszijde te oriënteren, behouden we de esthetische integriteit van uw prototype. Voor 3D-geprinte prototypes voor consumentenelektronica, zorgt dit ervoor dat de "A-kant" van uw behuizing perfect glad blijft en klaar voor display of assemblagetests.
Professionele materiaalselectie: Hoogresolutie 3D-printmaterialen

De evolutie van hoge-resolutie 3D-printmaterialen heeft resin ver voorbij zijn oorspronkelijke "brosse" reputatie gebracht. Tegenwoordig kunnen industriële fotopolymeren de eigenschappen van traditionele kunststoffen zoals ABS, polypropyleen en zelfs hogetemperatuur-PEEK simuleren. Deze materiaaldiversiteit stelt leads in staat om een hars te kiezen die aansluit bij de mechanische eisen van hun specifieke branche.
Bij SunOn leveren we volledige materiaaldatasheets voor onze harsen om te zorgen voor naleving van uw interne QA-standaarden. Voor teams die medische apparatuur ontwikkelen, gebruiken onze medische prototype 3D-printdiensten specifieke biocompatibele harsen die bestand zijn tegen sterilisatie of huidcontact. Het kiezen van het juiste materiaal zorgt ervoor dat uw functionele testresultaten een betrouwbare voorspeller zijn van de prestaties van massaproductie.
Het SunOn Advantage: Nabewerking voor optische en mechanische nauwkeurigheid
Het printproces is slechts 70% van de reis voor gedetailleerde onderdelen. De laatste 30% vindt plaats in het nabewerkingslaboratorium, waar de uiteindelijke eigenschappen van het onderdeel zijn vastgelegd. In tegenstelling tot hobbyistenopstellingen omvat onze industriële nabewerking geautomatiseerd wassen, ultrasone reiniging en secundaire UV-uitharding in een stikstofgestabiliseerde omgeving. Dit niveau van controle zorgt ervoor dat de hars volledig gepolymeriseerd is, waardoor het onderdeel niet bros wordt of na verloop van tijd vergeelt.
We zijn ook gespecialiseerd in geavanceerde afwerking. Voor transparante componenten voeren onze technici handmatig meerstapspolijsten uit en brengen UV-bestendige heldere lagen aan om echte optische helderheid te bereiken. Voor mechanische onderdelen bieden we bead blasting aan om een uniforme matte afwerking te creëren die eventuele resterende laaglijnen verbergt. Deze uitgebreide afwerkingsmogelijkheid maakt SunOn een voorkeurspartner voor merken die "retail-ready" prototypes nodig hebben voor markttesten of investeerdersdemonstraties.
Kwaliteitsborging is geïntegreerd in elke stap van onze workflow. We gebruiken optische meetmachines (OMM) om te verifiëren dat microkenmerken en strakke toleranties voldoen aan uw CAD-specificaties. Deze op bewijs gebaseerde benadering van productie zorgt ervoor dat wanneer je overgaat van gieten versus 3D-printanalyse naar daadwerkelijke productie, je een gevalideerde basislijn van succes hebt. Ons doel is om de variabelen te elimineren en een voorspelbare, precisie inkoopervaring te bieden.
FAQ: Hoog-Detail Resin Prototyping
Welke hars is het beste voor hooggedetailleerde printen?
Standaard- of "Model" harsen zijn het beste geschikt voor hooggedetailleerde printen omdat ze een lagere viscositeit hebben en specifieke pigmenten bevatten die lichtdoorbloeding voorkomen, waardoor scherpere randen mogelijk zijn. Voor functionele onderdelen die ook detail vereisen, bieden "Tough" harsen de beste balans tussen micro-feature resolutie en mechanische duurzaamheid voor assemblagetesten.
Hoe krijg ik een gladde afwerking op resinprints?
Een gladde afwerking wordt bereikt door een combinatie van lage laaghoogtes (25–50 micron) en professionele nabewerking. Na het printen moeten onderdelen grondig worden gewassen in isopropylalcohol om niet-uitgeharde hars te verwijderen en vervolgens geschuurd of gebead-gestraald worden om steunsporen te verwijderen. Voor een ultraglanzende afwerking is handmatig polijsten of een heldere coating vereist.
Is SLA nauwkeuriger dan SLS?
Ja, SLA is over het algemeen nauwkeuriger dan SLS voor kleine tot middelgrote onderdelen omdat het een veel fijnere laserspot en een vloeibaar medium gebruikt dat kleinere featuregroottes mogelijk maakt. Hoewel SLS beter is voor grote, duurzame partijen onderdelen, blijft SLA de superieure technologie voor hooggedetailleerde prototypes die nauwe toleranties van ±0,1 mm vereisen.
Waarom zijn resinprints zo bros?
Standaard harsprints zijn bros door de chemische structuur van fotopolymeren, die samenwerken tot een stijf rooster. Om dit op te lossen biedt SunOn technische harsen aan die elastomeer- of hoogimpactadditieven bevatten. Deze "Tough" harsen zijn speciaal ontwikkeld om de spanning en belasting te weerstaan die nodig zijn voor snap-fits en mechanische tests.
Kan resin 3D-printen doorzichtige onderdelen produceren?
Ja, hars 3D-printen kan transparante onderdelen produceren met behulp van gespecialiseerde transparante harsen. Het bereiken van echte optische helderheid vereist aanzienlijke nabewerking, waaronder schuren met schuurpapier met hoogkorrel en het aanbrengen van een heldere, UV-bestendige lak om het "matte" uiterlijk van de ruwe print te verwijderen.
Wat is de typische doorlooptijd voor high-detail resin prints?
Typische doorlooptijden voor professionele SLA 3D-printdiensten zijn 3 tot 5 werkdagen. Dit omvat de tijd voor de voorbereiding van het vijl, de bouw zelf, en de verplichte was-, uithardings- en afwerkingsstappen. Dringende "express"-opties zijn vaak beschikbaar voor eenvoudigere geometrieën.
Is resin 3D-printen geschikt voor eindonderdelen?
Hars wordt voornamelijk gebruikt voor prototyping en masterpatronen, maar bepaalde hoogpresterende harsen zijn geschikt voor eindonderdelen in omgevingen met lage spanning. Voor grootschalige productie raden we doorgaans aan om 3D-printen te gebruiken als brug naar spuitgieten om de hoogste materiaalduurzaamheid en de laagste eenheidskosten te garanderen.
Hoe beïnvloedt UV-uitharding de afmetingen van een onderdeel?
UV-uitharding veroorzaakt een kleine hoeveelheid chemische krimp doordat de polymeerketens strakker worden. Industriële software houdt hier rekening mee door tijdens de snijfase een "schaalfactor" toe te passen op het onderdeel. Bij SunOn kalibreren we onze machines voor elk materiaal om ervoor te zorgen dat deze krimp wordt gecompenseerd, waardoor de beoogde afmetingen behouden blijven.
Conclusie: Partnerschap voor Precisie met SunOn
Hoogwaardige resin 3D-printen is een krachtig hulpmiddel om innovatie te versnellen, maar het vereist een partner die de technische nuances van het proces begrijpt. Door industriële hardware, geavanceerde materialen en een door DFM geleide aanpak te combineren, helpt SunOn Industrial Group wereldwijde B2B-kopers complexe CAD-bestanden om te zetten in geverifieerde, zeer precisie fysieke onderdelen. We overbruggen de kloof van het eerste conceptmodel tot het uiteindelijke massaproductiecomponent.
Onze faciliteit in Dongguan is uitgerust om de meest veeleisende prototypinguitdagingen aan te kunnen. Of u nu een medisch apparaat van de volgende generatie ontwikkelt of een hoogwaardige elektronische behuizing, ons engineeringteam biedt het inzicht en de kwaliteitscontrole die nodig zijn voor succes. We beschouwen elk prototype als een cruciale stap richting je uiteindelijke marktlancering.
Heb je een project dat extreem veel detail vereist? Neem vandaag nog contact op met het SunOn engineeringteam voor een uitgebreide DFM-review en een offerte die uw meest complexe ontwerpen tot leven brengt.