
Toevoersnelheid versus snijsnelheid: Essentiële gids voor bewerking en CNC-productie
In de bewerking en CNC-productie is nauwkeurige controle van procesparameters fundamenteel. Twee van de meest kritieke meetwaarden bij elke bewerkingsbewerking zijn de voedingssnelheid en de snijsnelheid. Hoewel ze vaak samen worden genoemd, vertegenwoordigen ze verschillende aspecten van gereedschapsbeweging en materiaalverwijdering, en het verwarren ervan kan leiden tot slechte oppervlaktekwaliteit, snelle gereedschapsslijtage en verminderde productiviteit.
Het verschil begrijpen tussenToevoersnelheid versus snijsnelheidstelt machinisten en ingenieurs in staat om optimale bewerkingsparameters in te stellen, gewenste oppervlakteafwerkingen te bereiken en de levensduur van het gereedschap te verlengen — terwijl de cyclustijden worden verbeterd en de productiekosten worden verlaagd.
Dit artikel legt deze twee parameters uitvoerig uit, hoe ze de bewerkingsresultaten beïnvloeden, hoe ze berekenen en optimaliseren, en waarom het balanceren van beide cruciaal is in de moderne productie.
Wat is de voedingssnelheid in het bewerken?
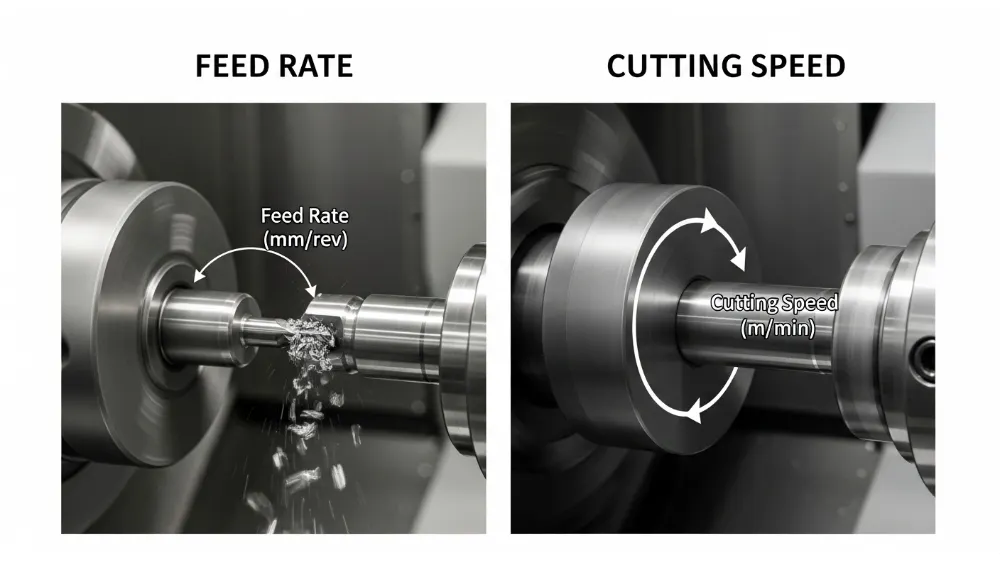
Voedingssnelheid verwijst naar de snelheid waarmee het snijgereedschap—of het werkstuk—zich beweegt ten opzichte van het te snijden materiaal. Deze wordt meestal uitgedrukt als afstand per omwenteling (mm/rev of in/rev) voor draaibewerkingen, en afstand per minuut (mm/min of in/min) voor frezen of boren.
De toevoersnelheid beïnvloedt direct hoeveel materiaal er in één keer wordt verwijderd en heeft een significante invloed op:
- Chipbelasting:De dikte van het materiaal dat door elke tand of snijkant wordt verwijderd.
- Oppervlakteafwerking:Hogere toevoersnelheden zorgen vaak voor ruwere afwerkingen.
- Gereedschapsbetrokkenheid:Snellere voeding verhoogt de snijkrachten en kan slijtage versnellen.
In eenvoudige termen,Voedingssnelheid bepaalt de mate van materiaalbetrokkenheid. Als je je een zaag voorstelt die door hout snijdt, geeft de voedingssnelheid aan hoe snel het zaagblad in het materiaal wordt geduwd.

Waarom voedersnelheid belangrijk is
Het juiste toevoerpercentage is cruciaal voor:
- Evenwichtige snijkrachten:Te lage voeding kan leiden tot wrijving en werkverharding, terwijl te hoge toevoer tot gereedschapbreuk kan leiden.
- Voorspelbare cyclitijden:Nauwkeurige invoersnelheden verminderen schroot en herbewerking in productieomgevingen.
- Consistente oppervlaktekwaliteit:Goede voedingen dragen bij aan gladdere afwerkingen in de eindonderdelen.
Inzicht in snijsnelheid
Snijsnelheid beschrijft hoe snel het materiaal wordt gesneden bij deGereedschap-werkstuk interface, meestal gemeten alsOppervlaktesnelheid (m/min of ft/min). Het geeft de lineaire snelheid weer waarmee de snijkant langs het oppervlak van het werkstuk gaat.
Bij het draaien wordt de snijsnelheid berekend op basis van het spiltoerental en de werkstukdiameter. Bij frezen hangt het af van de spilsnelheid en de freesstraal.

Waarom snelheid verlagen cruciaal is
Snijsnelheid is direct gekoppeld aan:
- Gereedschapsleven:Hogere snijsnelheden genereren meer warmte, wat de slijtage versnelt.
- Thermische spanning:Te hoge snelheden kunnen thermische vervorming veroorzaken in zowel werkstuk als gereedschap.
- Materiaalcompatibiliteit:Hardere materialen vereisen over het algemeen lagere snijsnelheden.
Denk aan snijsnelheid als hoe snel de "rand" door het materiaal beweegt, wat invloed heeft op warmteproductie en breukmechanismen in het gereedschap.
Voedingssnelheid versus snijsnelheid — Belangrijke verschillen
Hoewel zowel voersnelheid als snijsnelheid bewerkingsparameters zijn, verschillen ze in definitie, doel en impact:
- Definitie
- Voedingstoevoer:De afstand die het gereedschap aflegt ten opzichte van het werkstuk per tijdseenheid.
- Snelheid snijden:De snelheid waarmee de snijkant over het oppervlak van het werkstuk beweegt.
- Eenheden
- Voedingstoevoer:Mm/min, in/min, mm/rev, in/rev.
- Snelheid snijden:m/min of ft/min.
- Primaire impact
- Voedingstoevoer:Beïnvloedt oppervlakteafwerking, chipgrootte en mechanische belasting.
- Snelheid snijden:Beïnvloedt de warmteproductie, het slijtje van het gereedschap en de snijefficiëntie.
- Controlevariabelen
- Voedingstoevoer:Aangepast door de voeding in het onderdeel te variëren of per omwenteling.
- Snelheid snijden:Aangepast door de spilsnelheid of materiaalverwijderingsstrategie te wijzigen.
- Gereedschapsleven Relatie
- De voedingssnelheid verhoogt de mechanische belasting op elke snijkant.
- Snijsnelheid beïnvloedt voornamelijk de thermische opwekking en slijtagemechanismen.
Door beide te begrijpen, kunnen machinisten snijparameters afstemmen op specifieke materialen, gereedschapsgeometrieën en machinecapaciteiten.
Hoe bereken je de toevoersnelheid en snijsnelheid
Snijsnelheid (Vc)
De snijsnelheid wordt berekend als:
Vc = π × D × RPM / 1000
Waar:
Vc = snijsnelheid (m/min)
D = werkstuk-/gereedschapsdiameter (mm)
RPM = spilsnelheid
Fabrikanten geven aanbevolen snijsnelheden op basis van materiaaltype en gereedschap.
Voedingssnelheid (F)
De toevoersnelheid bij het malen wordt vaak berekend als:
F = fz × Z × RPM
Waar:
F = voedingssnelheid (mm/min)
fz = voeding per tand (mm/tand)
Z = aantal tanden op de snijder
RPM = spilsnelheid
Voor draaibewerkingen wordt de toevoer per omwenteling (mm/toeren) gebruikt.
Impact op de levensduur van het gereedschap en de afwerking van het oppervlak
Het kiezen van de juiste toevoersnelheid en snijsnelheid heeft een dramatisch effect op:
Gereedschapsleven
Hoge snijsnelheden verhogen de warmteopbouw aan de snijkant, verzwakt gereedschapscoatings of substraten en verkort de levensduur van het gereedschap. Omgekeerd verminderen lage snijsnelheden de thermische spanning, maar kunnen ze de mechanische slijtage verhogen.
De voedingssnelheid beïnvloedt hoeveel spanbelasting elke snijkant draagt. Een te hoge voeding veroorzaakt schokbelasting en voortijdige slijtage of breuk; Te laag kan leiden tot klapperen en wrijven.
Oppervlaktekwaliteit
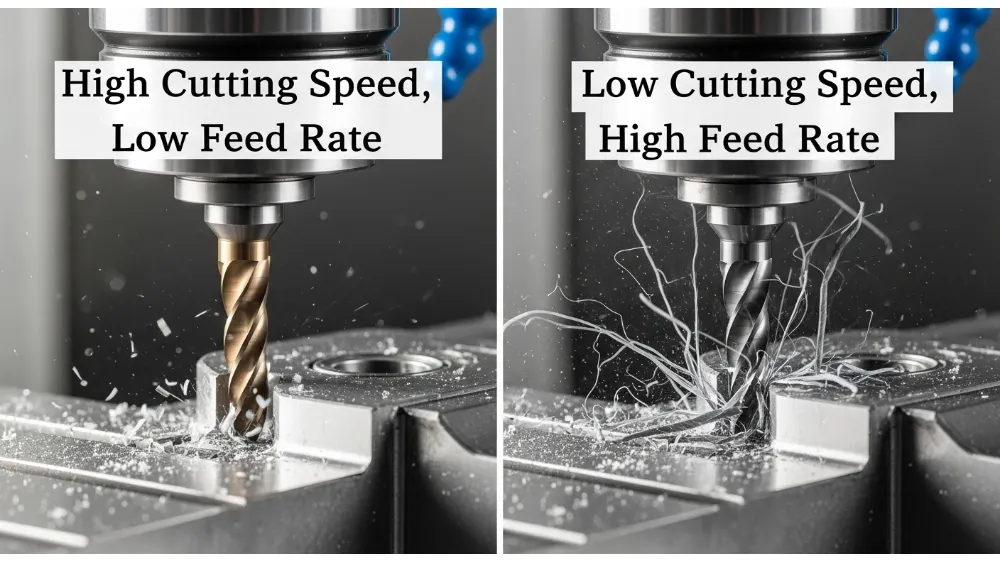
Fijne oppervlakteafwerkingen vereisen doorgaans matige snijsnelheden gecombineerd met een lagere voeding per tand. Grove bewerkingen waarbij grote hoeveelheden materiaal worden verwijderd, gebruiken vaak hogere toevoercapaciteiten bij gecontroleerde snijsnelheden om efficiëntie en afwerking in balans te brengen.
Samen het optimaliseren van de toevoersnelheid en snijsnelheid
Optimalisatie van bewerking draait om balans. De hoogste materiaalverwijderingssnelheden treden op wanneer de invoersnelheid en snijsnelheid samen worden afgestemd:
- Verhoog de toevoersnelheid geleidelijk voor ruwe doorgangen, terwijl je de snijsnelheid regelt om overmatige hitte te voorkomen.
- Voor afwerking verminder je de toevoer per tand en pas je de snijsnelheid aan voor thermische stabiliteit en oppervlakte-integriteit.
- Gebruik aanbevelingen van fabrikanten en gereedschapstabellen als uitgangspunt.
- Houd rekening met de gereedschapsgeometrie, coating en koelvloeistoftoepassing bij het afstellen van beide parameters.
Moderne CNC-machines bevatten vaak adaptieve besturingsfuncties die de snijcondities monitoren en automatisch de voeding of snelheid aanpassen voor optimale prestaties.
Veelvoorkomende fouten bij het instellen van bewerkingsparameters
Veel werkplaatsen stellen nog steeds de toevoersnelheden en afbouwsnelheden aan op basis van gevoel of ervaring. Dit kan leiden tot:
- Te agressieve toevoersnelheden, wat veroorzaakt gereedschapsbreuken en slechte afwerkingen.
- Te hoge snijsnelheden, wat resulteert in thermische schade en een verkorte levensduur van het gereedschap.
- Onjuiste voedingen voor gereedschapstype, zoals het gebruik van eindfreesvoeding voor boorbewerkingen.
Het verschil begrijpen tussenToevoersnelheid versus snijsnelheidOperatoren stellen parameters te definiëren op basis van natuurkunde en materiaalkunde, niet alleen giswerk.
Materiële overwegingen
Verschillende materialen van werkstukken vereisen unieke combinaties van voer en snelheid:
- Aluminium:Kan hogere snijsnelheden draaien dankzij goede thermische geleidbaarheid, maar vereist zorgvuldige chipverwijdering.
- Roestvrij staal:Meestal zijn lagere snijsnelheden nodig om harding en opbouw van gereedschapswarmte te voorkomen.
- Titanium en Inconel:Vereisen lagere snijsnelheden en matige voedingen vanwege slechte thermische geleidbaarheid en hoge chemische affiniteit met gereedschap.
- Kunststoffen en composieten:Er zijn gecontroleerde voedingen nodig om smelten of delaminatie te voorkomen.
Het selecteren van de juiste parameters voor het materiaal verbetert de processtabiliteit en de kwaliteit van het onderdeel.
Rol van machine en gereedschap
Niet alle machines kunnen hoge snelheden of voedingen aanhouden vanwege stijfheid en pk-limieten. Op dezelfde manier variëren snijgereedschappen als:
- Meetkunde:Randhoeken en spanbrekers beïnvloeden de optimale voeding.
- Coating:Coatings zoals TiAlN of diamant bieden thermische barrières die hogere snijsnelheden mogelijk maken.
- Materiaal:Carbide, HSS, keramiek — elk gereedschapsmedium heeft specifieke voedings- en snelheidsomhulsels.
Maak gebruik van fabrikantgidsen voor gereedschappen en feedback over de machinebelasting om de juiste instellingen in te stellen.
Geavanceerde bewerkingsstrategieën
Adaptieve bewerkingstechnieken zoals hoogefficiënt frezen (HEM) en hogesnelheidsbewerking (HSM) zijn afhankelijk van precieze controle van zowel de aanvoersnelheid als de snijsnelheid. Deze methoden houden de chipbelasting consistent terwijl ze warmteopbouw beheersen, wat vaak aanpassingen in de CAM-programmering vereist.
Het gebruik van simulatietools om het paden van het gereedschap en de snijbelasting te bekijken helpt botsingen, overmatige gereedschapsbetrokkenheid en instabiele snijomstandigheden te voorkomen.
Praktijkvoorbeeld: het frezen van een stalen blok
Stel je voor dat je een gehard stalen blok freest met een 20 mm eindfrees:
- De aanbevolen snijsnelheid voor het gereedschap in staal kan 180 m/min zijn.
- Bereken het toerental op basis van de snijddiameter en machinelimieten.
- Kies een initiële voeding per tand op basis van de specificaties van de gereedschapsfabrikant.
- Pas aan op basis van daadwerkelijke snijresultaten, oppervlakteafwerking en gereedschapsslijtagepatronen.
Dit proces illustreert hoeToevoersnelheid versus snijsnelheidBeslissingen beïnvloeden direct de resultaten van de bewerking.
Meten en monitoren tijdens het bewerken
Moderne gereedschapsmachinen bevatten sensoren die de spoelbelasting, trillingen en gereedschapsslijtage bijhouden. Feedback kan geleidevermindering of wisselingen van de spindelsnelheid veroorzaken om de levensduur van het gereedschap te verlengen of de nauwkeurigheid van onderdelen te behouden.
Gereedschapsconditiemonitoring (TCM)-systemen helpen bij het automatiseren van aanpassingen, waardoor de afhankelijkheid van vaste voeding en snelheidsinstellingen wordt verminderd.
Veelgestelde Vragen (FAQ)
V1: Wat is het belangrijkste verschil tussen de voedingssnelheid en de snijsnelheid?
De voedingssnelheid bepaalt hoe snel het gereedschap het materiaal binnenbeweegt, terwijl de snijsnelheid aangeeft hoe snel de gereedschapsrand over het oppervlak van het werkstuk beweegt.
V2: Hoe beïnvloeden de voedingssnelheid en snijsnelheid de levensduur van het gereedschap?
Hoge snijsnelheden verhogen de hitte, wat de slijtage versnelt; Onjuiste voedingstoevoersnelheid kan de snede mechanisch overbelasten.
V3: Zijn voedingssnelheid en snijsnelheid uitwisselbaar?
Nee. Ze vertegenwoordigen verschillende fysische fenomenen en moeten onafhankelijk worden ingesteld op basis van gereedschap, materiaal en machinecapaciteiten.
V4: Welke parameter is kritischer voor de oppervlakteafwerking?
Beide zijn belangrijk, maar voeding per tand heeft vaak een directer effect op de ruwheid van het oppervlak dan alleen de snijsnelheid.
V5: Hoe worden deze parameters aangepast in CNC-programmering?
Voedingen en snelheden worden gedefinieerd in de gereedschapspadinstellingen. CAM-software maakt specificatie mogelijk van zowel materiaal als snijgegevens.
V6: Kan koelvloeistof de optimale toevoer en snelheden veranderen?
Ja. Koelmiddelen verlagen de temperatuur, waardoor hogere snijsnelheden en mogelijk hogere toevoersnelheden mogelijk zijn, afhankelijk van het materiaal en het gereedschap.
Conclusie
Het beheersen van de interactie tussen toevoersnelheid en snijsnelheid is essentieel voor efficiënte bewerking en hoogwaardige productie. Hoewel de voedingssnelheid de spanbelasting en materiaalinzet bepaalt, bepaalt de snijsnelheid de thermische omstandigheden en de levensduur van het gereedschap. Het balanceren van beide — door berekeningen, experimenteren en realtime monitoring — zorgt voor geoptimaliseerde productieprocessen, lagere gereedschapskosten en superieure onderdeelkwaliteit.
Door deze basisprincipes te begrijpen en aan te passen aan specifieke materialen en machinecapaciteiten, kunnen fabrikanten de prestaties aanzienlijk verbeteren en verspilling verminderen bij CNC- en conventionele bewerkingen.