
Hoe maak je aangepaste 3D-geprinte prototypes: een stapsgewijze handleiding
Het maken van op maat gemaakte 3D-geprinte prototypes is de meest efficiënte manier om een conceptuele schets om te zetten in een fysieke, functionele realiteit. Dit proces omvat digitale modellering, het kiezen van de juiste additive manufacturing-technologie en het verfijnen van het fysieke object door iteratief testen om te garanderen dat het voldoet aan technische en esthetische normen voordat de massaproductie begint.
De reis van een "servetschets" naar een marktklaar product is vaak geplaveid door vallen en opstaan. In het moderne productielandschap is snelheid het ultieme concurrentievoordeel. Of je nu een solo-uitvinder bent of deel uitmaakt van een wereldwijd engineeringteam, met het begrijpen van hoe je high-fidelity 3D-printen kunt benutten, kun je snel falen en sneller slagen. Bij Sunon Mould hebben we uit eerste hand gezien hoe een goed uitgevoerd prototype tienduizenden dollars kan besparen aan mogelijke gereedschapsfouten. Door een gestructureerde aanpak te volgen, zorg je ervoor dat elke iteratie je dichter bij een vlekkeloos eindproduct brengt.
Waarom zijn op maat gemaakte 3D-geprinte prototypes essentieel voor productontwikkeling?
Op maat gemaakte 3D-geprinte prototypes zijn essentieel omdat ze een risicoloze omgeving bieden om vorm, pasvorm en functie te valideren voordat er wordt geïnvesteerd in dure gereedschappen. Ze stellen ingenieurs in staat om ontwerpfouten vroegtijdig te identificeren, de time-to-market met maximaal 70% te verkorten en duidelijke communicatie tussen belanghebbenden, investeerders en productiepartners te faciliteren.
In het verleden vereiste het maken van één prototype complexe machines of handgesneden werken, wat weken duurde. Tegenwoordig stellen 3D-printdiensten ons in staat om complexe geometrieën te produceren die voorheen onmogelijk waren. Deze mogelijkheid gaat niet alleen over het maken van een "cool model." Het gaat om rigoureuze tests. Als je bijvoorbeeld een handzaam medisch apparaat ontwerpt, stelt een 3D-print je in staat om de ergonomie te testen—hoe het in een menselijke hand past—lang voordat je je committeert aan laagvolume spuitgieten.
Tip: Gebruik altijd je prototype om de "onbekende onbekenden" op te lossen. Als je niet zeker weet hoe een snap-fit verbinding zal presteren, print dan drie verschillende versies van die verbinding in één batch om ze naast elkaar te vergelijken.
Wat is de eerste stap in het 3D-printprototypingproces?
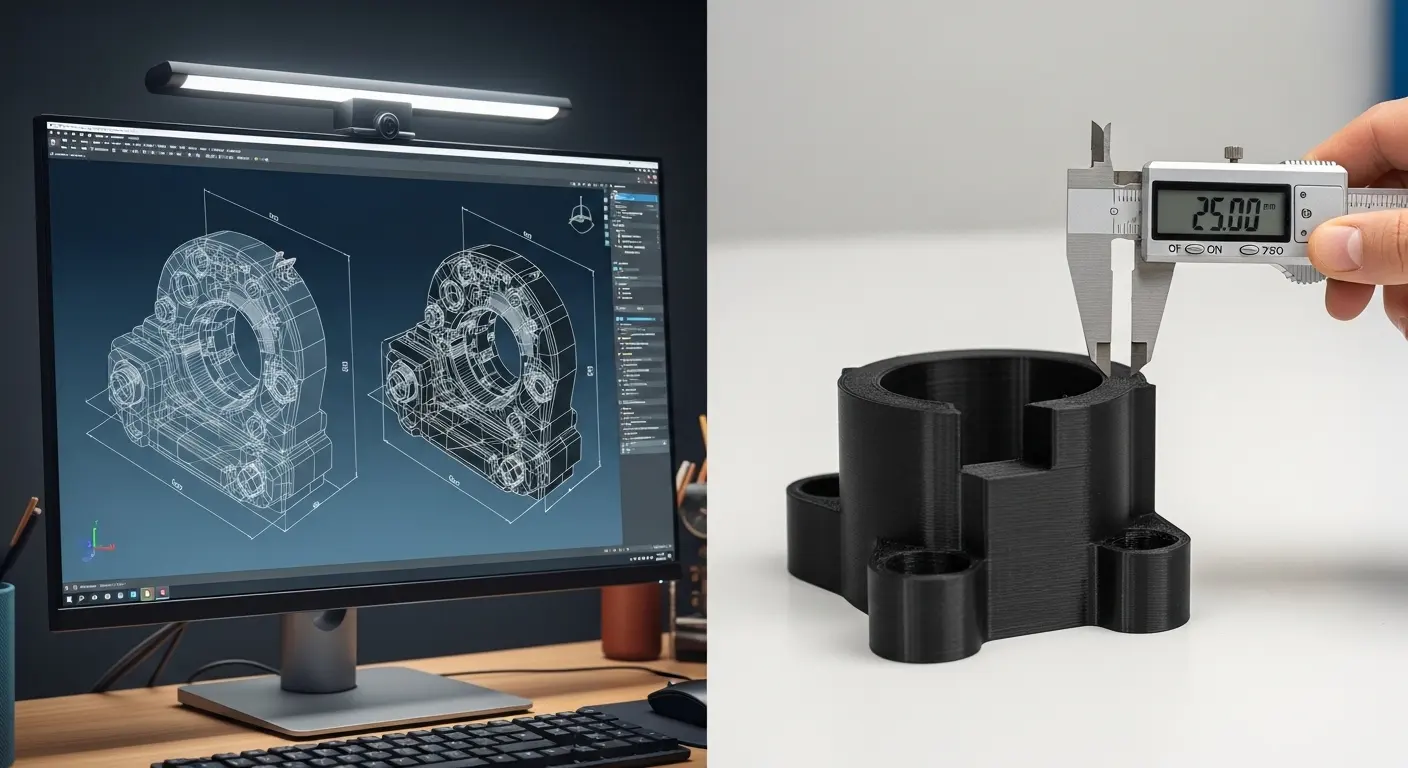
De eerste stap is het creëren van een hoogwaardige 3D CAD (Computer-Aided Design) model dat geoptimaliseerd is voor additive manufacturing. Deze digitale blauwdruk definieert de geometrie, toleranties en structurele integriteit van het onderdeel. Zonder een nauwkeurig 3D-model kan de printer de lagen die nodig zijn om het fysieke object te bouwen niet nauwkeurig interpreteren.
Veel beginners maken de fout om meteen voor het eindproduct te ontwerpen. Voor een prototype moet je echter ontwerpen voor het specifieke 3D-printproces dat je wilt gebruiken. Dit betekent dat je rekening moet houden met wanddikte, overstekken en ondersteunende constructies. Software zoals SolidWorks, Autodesk Fusion 360 of Rhino is standaard in de industrie. Zodra het ontwerp voltooid is, moet het worden geëxporteerd als een STL- of STEP-bestand.
Hoe kies je het juiste materiaal voor je prototype?
Het kiezen van het juiste materiaal hangt af van of je prototype bedoeld is voor visuele weergave, functionele tests of omgevingen met hoge hitte. Voor basisformuliercontroles is PLA of Standard Resin voldoende. Voor functionele onderdelen die duurzaamheid vereisen, zijn nylon (PA12) of ABS-achtige harsen beter. Voor hoge prestaties kun je metaal of PEEK overwegen.
De materiaalselectiefase is de fase waarin veel projecten slagen of vastlopen. Als je een materiaal kiest dat te bros is voor een mechanische test, zal het prototype falen, niet omdat het ontwerp slecht was, maar omdat het materiaal verkeerd was. We raden vaak aan om molding vroegtijdig te vergelijken met 3D-printmaterialen. Hoewel 3D-printmaterialen een lange weg hebben ontwikkeld, bootsen ze niet altijd perfect de eigenschappen van eind-injectiegegoten kunststoffen zoals polypropyleen of polycarbonaat na.
- PLA (Polylactic Acid): Het beste voor snelle, goedkope visuele modellen.
- SLA-harsen: Het beste voor hooggedetailleerde, gladde oppervlakken en sieraden of tandheelkundige prototypes.
- Nylon (SLS): Het beste voor functionele onderdelen, levende scharnieren en duurzame assemblages.
- TPU: Het beste voor flexibele, rubberachtige componenten.
Wat zijn de meest gebruikte 3D-printtechnologieën voor prototyping?
De meest gebruikte technologieën zijn Fused Deposition Modeling (FDM), Stereolithografie (SLA) en Selective Laser Sintering (SLS). FDM is het meest betaalbaar voor basisvormen; SLA biedt de hoogste oppervlaktedetails en precisie; SLS biedt de beste structurele integriteit en vereist geen ondersteunende structuren, waardoor het ideaal is voor complexe assemblages.
Het kiezen van de technologie is net zo belangrijk als het materiaal. Als je werkt met een van de Top 10 Rapid Prototyping Manufacturers, zullen zij je waarschijnlijk begeleiden naar het proces dat past bij jouw tolerantie-eisen. Als je bijvoorbeeld een prototype nodig hebt dat eruitziet als een afgewerkt consumentenproduct, is SLA duidelijk de winnaar omdat het laaglijnen veel beter verbergt dan FDM. Omgekeerd, als je een robuust droneframe test, biedt SLS nylon de impactbestendigheid die je nodig hebt.
Hoe kun je je CAD-bestanden optimaliseren voor succesvol 3D-printen?
Het optimaliseren van CAD-bestanden houdt in dat het model "waterdicht" is, fillets aan spanningspunten wordt toegevoegd en het onderdeel wordt georiënteerd om het ondersteunende materiaal te minimaliseren. Je moet ook rekening houden met de "krimpfactor" die inherent is aan veel 3D-printmaterialen om ervoor te zorgen dat het uiteindelijke fysieke onderdeel voldoet aan de bedoelde afmetingen binnen de vereiste toleranties.
Een truc die we gebruiken bij professioneel prototypen is "Hollowing." Als je prototype groot is en niet solide hoeft te zijn, kan het uithollen van het interieur aanzienlijke kosten besparen en het risico op kromtrekken verminderen. Je moet echter wel "drain holes" toevoegen als je SLA of SLS gebruikt om ongehard hars of overtollig poeder te laten ontsnappen. Controleer bovendien altijd de dikte van je wand. Een wand die te dun is (minder dan 0,8 mm voor FDM) zal waarschijnlijk instorten of falen tijdens de nabewerking.
Wat is het belang van iteratief ontwerp in 3D-printen?
Iteratief ontwerp is het proces van prototypen, testen, analyseren en verfijnen van een product in herhaalde cycli. Bij 3D-printen kun je hiermee binnen enkele uren in plaats van weken incrementele verbeteringen aan een ontwerp aanbrengen. Deze "fail-fast" methodologie zorgt ervoor dat het uiteindelijke ontwerp geoptimaliseerd is voor zowel prestaties als productiebaarheid.
Zie iteratie als een gesprek tussen jouw idee en de realiteit. Je zult merken dat de eerste versie van je aangepaste 3D-geprinte prototypes een knop heeft die te moeilijk te drukken is. In plaats van de oplossing te raden, kun je drie versies met verschillende veerspanningen van de ene op de andere dag printen. Tegen de ochtend heb je het antwoord. Deze snelle feedbackloop is de reden waarom veel bedrijven liever samenwerken met gevestigde Top 20 Rapid Prototyping Manufacturers die snel grote iteraties kunnen verwerken.
Hoe behandel je de nabewerking van aangepaste 3D-geprinte prototypes?

Nabewerking omvat het verwijderen van ondersteunende structuren, het reinigen van het onderdeel (met IPA voor hars) en het uitvoeren van oppervlakteafwerkingen zoals schuren, schilderen of dampverzachten. Voor functionele onderdelen kan nabewerking ook warmtebehandeling of het toevoegen van schroefdraadinserts bevatten. Deze stap transformeert een ruwe print in een professioneel ogende, "high-fidelity" prototype.
Om effectief te zijn in een bestuursvergadering of een gebruikerstestsessie, moet een prototype er echt uitzien. Ruwe FDM-prints hebben vaak zichtbare lijnen die schreeuwen om "onafgewerkt." Dampgladstrijken—het onderdeel blootstellen aan een oplosmiddelnevel—kan die lijnen wegsmelten, waardoor er een glanzende afwerking ontstaat die lijkt op spuitgietkunststof. Als je streeft naar een prototype die "Werkt, Eruitziet" is, sla dan het primen en schilderen niet over. Een goed geschilderde 3D-print is vaak niet te onderscheiden van een massaal geproduceerd deel.
Wanneer moet je overstappen van 3D-printen naar spuitgieten?
Je zou moeten overstappen van 3D-printen naar spuitgieten wanneer je meer dan 100-500 onderdelen nodig hebt, specifieke technische materialen nodig hebt die niet beschikbaar zijn bij 3D-printen, of de oppervlakteafwerking en structurele uniformiteit nodig hebt die alleen hogedrukgieten kan bieden. Deze overgang begint meestal met bruggereedschap of laagvolume-gieten.
Veel innovators blijven hangen in het "prototyping-vagevuur", waar ze kleine batches blijven 3D-printen, zelfs als het niet langer kosteneffectief is. Het "break-even punt" is het magische getal. Als je 3D-printkosten per eenheid $50 bedragen, maar een injectiegegoten onderdeel $2 kost na een gereedschapsinvestering van $5.000, is je break-evenpunt 105 eenheden. Daarnaast wint spuitgieten. Het begrijpen van de nuances van laagvolume spuitgieten kan helpen deze kloof soepel te overbruggen.
Wat zijn de kostenfactoren bij custom 3D-printen?
De belangrijkste kostenfactoren zijn materiaalvolume, printtijd (bepaald door laaghoogte) en arbeid na de bewerking. Complexiteit is over het algemeen "gratis" bij 3D-printen, wat betekent dat een complexe vorm evenveel kost als een eenvoudig blok van hetzelfde volume, wat een aanzienlijk voordeel is ten opzichte van traditionele CNC-bewerking.
Hoe verifieer je de nauwkeurigheid van je 3D-geprinte prototype?
Hetverifiëren van de nauwkeurigheid houdt in dat digitale schuifklacht, micrometers of CMM (Coordinate Measuring Machine) scanners worden gebruikt om het fysieke onderdeel te vergelijken met het originele CAD-model. Voor functionele assemblages wordt de nauwkeurigheid geverifieerd via "fit checks", waarbij het prototype wordt gekoppeld aan andere componenten om te garanderen dat de speling en toleranties correct zijn.
In professionele omgevingen gebruiken we vaak "Go/No-Go" meters. Als je een behuizing voor een PCB (printplaat) prototypeert, is de belangrijkste verificatie de pasvorm van de printplaat en de uitlijning van de poorten. Als het prototype zelfs maar 0,5 mm fout is, moet het hele ontwerp mogelijk worden aangepast. Daarom worden hoogresolutietechnologieën zoals SLA geprefereerd voor werk met nauwe toleranties.
Welke veelvoorkomende fouten moet je vermijden bij 3D-prototyping?
Veelvoorkomende fouten zijn het negeren van de oriëntatie van de print (wat de sterkte beïnvloedt), het negeren van de krimp van de "XY"- en "Z"-as, en het te ingewikkeld maken van de eerste versie. Veel ontwerpers ontwerpen ook niet voor de "kleinste gemene deler", wat betekent dat ze kenmerken creëren die te klein zijn voor de nozzle of laser van de 3D-printer om op te lossen.
Een andere veelvoorkomende fout is het niet overwegen van het "trap-effect." Omdat 3D-printen in lagen wordt opgebouwd, zullen gebogen oppervlakken op een helling zichtbare stappen hebben. Als esthetiek cruciaal is, moet je die krommingen verticaal oriënteren of plannen voor intensief schuren. Onthoud ook altijd dat 3D-prints anisotroop zijn—ze zijn zwakker langs de laaglijnen (de Z-as). Als je onderdeel een zware belasting moet dragen, oriënteer het dan zo dat de lagen loodrecht op de kracht staan.
Hoe kies je een 3D-printpartner voor custom prototypes?
Het kiezen van een partner vereist het evalueren van hun uitrustingsbereik, beschikbaarheid van materialen en levertijden. Een goede partner "print niet zomaar bestanden"; ze geven DFM (Design for Manufacturing) feedback. Zoek naar fabrikanten die een scala aan diensten aanbieden, van 3D printen tot laagvolume spuitgieten.
Ervaring doet ertoe. Bij Sunon Mould zien we vaak ontwerpen die er prachtig uitzien op een scherm, maar tijdens het printproces zouden falen. Een deskundige partner zal deze problemen opmerken – zoals een te dun muurtje of een gat dat te dicht bij een rand ligt – voordat je op "order" klikt. Deze proactieve communicatie onderscheidt de Top 10 Rapid Prototyping Manufacturers van een eenvoudige online "print farm."
De rol van 3D-printen in moderne productlevenscycli
Op maat gemaakte 3D-geprinte prototypes hebben het "waterval"-model van productie opnieuw gedefinieerd. We leven nu in een tijdperk van gelijktijdige techniek. Terwijl het marketingteam een 3D-geprint "beautymodel" gebruikt voor een fotoshoot, gebruikt het engineeringteam een "functioneel model" om droptests uit te voeren. Deze parallelle verwerking is alleen mogelijk vanwege de snelheid en toegankelijkheid van 3D-printen.
Als we naar de toekomst kijken, vervaagt de grens tussen "prototype" en "eindgebruik". Met de komst van industriële materialen zoals koolstofvezelgevulde nylon en biocompatibele harsen, dienen sommige "prototypes" uiteindelijk als eindproduct voor laagvolumetoepassingen. Dit maakt het beheersen van de 3D-printworkflow nog belangrijker voor moderne ontwerpers.
Geavanceerde Technieken: Multi-Material en Functionele Integratie
Een van de meest opwindende terreinen bij het maken van op maat gemaakte 3D-geprinte prototypes is multimateriaalprinten. Technologieën zoals PolyJet stellen je in staat om één onderdeel te printen met verschillende hardheidsniveaus. Stel je een prototype van een telefoonhoes voor dat in het midden stijf is, maar aan de randen een zachte, rubberachtige overlist heeft—alles in één keer geprint.
Deze mogelijkheid maakt "Functionele Integratie" mogelijk. In plaats van vijf verschillende onderdelen in elkaar te zetten, kun je ze vaak als één geïntegreerd geheel printen. Dit vermindert het aantal faalpunten en vereenvoudigt het assemblageproces later. Dit vereist echter een diepgaand begrip van CAD en de specifieke beperkingen van de multi-materiaalprinter die wordt gebruikt.
Beheer van het Prototyping Budget
Hoewel 3D-printen kosteneffectief is, kunnen de kosten enorm stijgen als je elke print als een eindproduct behandelt. Wij raden een "Tiered Prototyping"-strategie aan:
- Tier 1: Proof of Concept (lage kosten). Gebruik FDM en PLA. Maak je geen zorgen over kleur of afwerking. Richt je puur op "Werkt het idee?"
- Niveau 2: Ontwerpontwikkeling (Matige kosten). Gebruik SLA of SLS. Test de pasvorm van interne componenten. Begin met het verfijnen van de ergonomie.
- Niveau 3: Definitieve Validatie (Hoge Kosten). Gebruik hoogwaardige materialen en professionele nabewerking. Dit is de versie die je aan investeerders laat zien of gebruikt voor de laatste regelgevende toetsen.
Door deze hiërarchie te volgen, zorg je ervoor dat je geen "Tier 3"-geld uitgeeft aan een "Tier 1"-probleem.
Milieufactoren bij 3D-printen
Duurzaamheid wordt steeds belangrijker in de productie. Op maat gemaakte 3D-geprinte prototypes zijn van nature duurzamer dan traditionele subtractieve productie (zoals CNC-bewerking) omdat ze alleen het benodigde materiaal voor het onderdeel gebruiken, plus een kleine hoeveelheid voor de steunen. Bovendien zijn veel 3D-printmaterialen, zoals PLA, afkomstig van hernieuwbare bronnen zoals maïszetmeel.
Hetis echter belangrijk om afval op een verantwoorde manier te beheren. Hars (SLA) afval moet worden uitgehard voordat het wordt verwijderd, en ondersteunende constructies moeten worden gerecycled waar faciliteiten aanwezig zijn. Het kiezen van een partner die efficiënt materiaalgebruik waardeert, kan helpen de ecologische voetafdruk van uw productontwikkelingscyclus te verkleinen.
Feedback integreren in de prototypinglus
Het meest waardevolle onderdeel van een prototype is de feedback die het genereert. Wanneer je een fysiek object vasthoudt, zie je dingen die onzichtbaar zijn op een 2D-scherm. Misschien is een hoek te scherp, of staat een handvat iets uit het midden.
Bij het verzamelen van feedback:
- Wees specifiek: Vraag gebruikers om een specifieke taak met het prototype uit te voeren.
- Let op: Let op waar ze worstelen. Proberen ze een deksel op de "verkeerde" manier te openen? Dat is een ontwerpfout, geen gebruikersfout.
- Documenteer alles: Elke "klik", "snap" en "flex" moet worden vastgelegd zodat het in de volgende iteratie verbeterd kan worden.
Schaal van prototype naar productie
Zodra je aangepaste 3D-geprinte prototypes zijn geperfectioneerd, is de volgende uitdaging het opschalen. Hier moet je kiezen tussen doorgaan met 3D-printen of overstappen op gieten versus 3D-printen voor massaproductie.
Als je duizenden eenheden produceert, is spuitgieten de gouden standaard voor consistentie en kosten. De overgang vereist echter een "Design for Manufacturing" (DFM) herziening. 3D-printen maakt undercuts en interne holtes mogelijk die onmogelijk te vormen zijn. Je zult je ontwerp waarschijnlijk moeten aanpassen met "trekhoeken" zodat het onderdeel uit een metalen mal kan worden geworpen.
Laatste gedachten over aangepaste 3D-geprinte prototypes
Hetbeheersen van het creëren van op maat gemaakte 3D-geprinte prototypes is een reis van het balanceren van snelheid, kosten en precisie. Het is de brug tussen een briljant idee en een succesvol product in de handen van een klant. Door inzicht te hebben in de technologieën, materialen en iteratieve processen die erbij betrokken zijn, kunt u met vertrouwen de complexiteit van moderne productie navigeren.
Onthoud dat een prototype geen eindproduct is; het is een hulpmiddel om te leren. Elke mislukte print is een les die je leert, en elke succesvolle iteratie is een stap richting marktdominantie. Of je nu werkt aan een eenvoudig consumentenapparaat of een complex industrieel component, de principes van professioneel prototyping blijven hetzelfde: ontwerp met intentie, test met nauwkeurigheid en iterer met snelheid. Door samen te werken met experts die het volledige spectrum van productie begrijpen—van de eerste 3D-print tot het uiteindelijke spuitgietonderdeel—zorg je ervoor dat jouw visie werkelijkheid wordt.