
CNC nabewerken en polijsten: Hoe je spiegelafwerking bereikt
CNC-nafrees en polijsten is een meerfasig verfijningsproces waarbij bewerkingssporen en oppervlakteonregelmatigheden worden verwijderd om een reflecterende, spiegelachtige afwerking te creëren. Deze overgang van een "gefreesde" toestand naar een hoogglans oppervlak vereist systematische korrelreductie, gespecialiseerde polijstmiddelen en precieze rotatiesnelheden. Voor industriële fabrikanten is het bereiken van deze afwerking essentieel voor optische helderheid, verminderde wrijving en een hoogwaardige esthetische aantrekkingskracht in sectoren zoals auto- en consumentenelektronica.

Wat definieert een spiegelafwerking in CNC-bewerking?
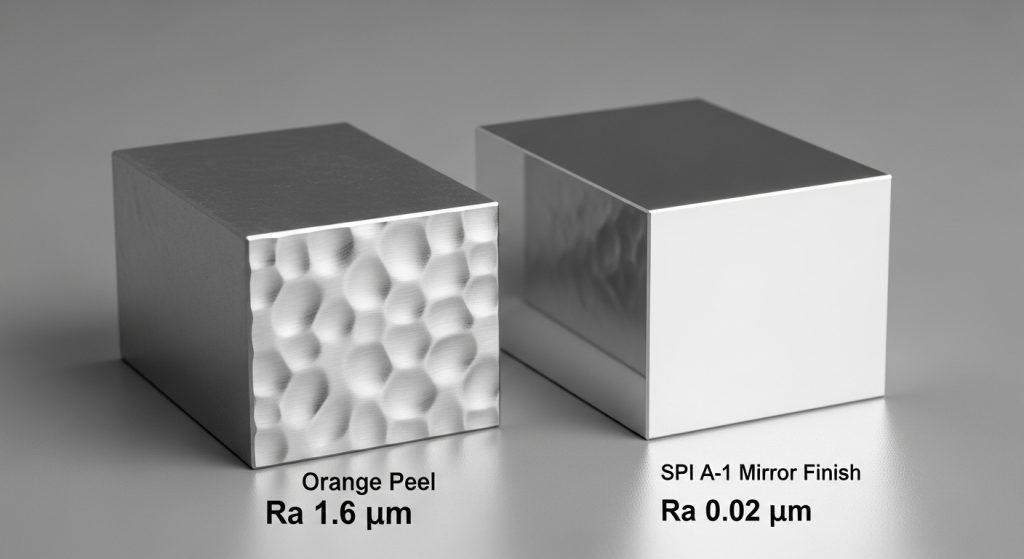
Een spiegelafwerking, vaak aangeduid als een "optische afwerking" of SPI A-1 klasse, is een oppervlak met een ruwheidsgemiddelde (Ra) die doorgaans onder 0,05 micrometer ligt. Het wordt gekenmerkt door hoge speculaire reflectie, waarbij licht van het oppervlak weerkaatst zonder verstrooiing, waardoor een helder, onvervormd beeld van omliggende objecten ontstaat. Om dit te bereiken moet je verder gaan dan standaard CNC bewerkingsservice naar gespecialiseerd schuurwerk.
In de wereld van precisieproductie "polijsten" we een onderdeel niet zomaar totdat het glanst. We gebruiken profilometers om de microscopische pieken en dalen van het materiaal te meten. Een standaard gefreesd onderdeel kan een Ra van 3,2 of 1,6 hebben. Om een spiegelafwerking te bereiken, moeten we die pieken verminderen door een reeks steeds fijnere schuurstappen.
Waarom is CNC-voorbereiding na het freezen cruciaal voor polijsten?
Na-frees voorbereiding is cruciaal omdat de kwaliteit van de uiteindelijke polijst direct wordt bepaald door de consistentie van de initiële gereedschapspaden. Als de CNC-frees diepe groeven of inconsistente "scallo"-hoogtes achterlaat, worden die defecten eerder vergroot dan verborgen door polijsten. Precieze laagvolume CNC-onderdelen vereisen frezen met nauwe toleranties om de tijd die aan handmatige schuurfasen wordt besteed te minimaliseren.
Ik heb veel projecten zien mislukken omdat de machinist probeerde "tijd te besparen" op de frees door een grotere step-over te gebruiken. Hoewel het onderdeel er met het blote oog prima uitzag, besteedde het polijstteam drie keer zo lang aan het schuren van de ribbels. De vuistregel in onze werkplaats is: hoe beter het freeswerk, hoe korter de polijstwerktijd.
Tip: Gebruik een kogelneus-eindfrees met een zeer kleine overstap (5% of minder van de gereedschapsdiameter) voor de laatste afwerkingsronde als je het onderdeel wilt polijsten tot een spiegelafwerking.
Hoe maak je de overgang van een gefreesd oppervlak naar een gepolijst
?De overgang omvat een proces dat "grit sequencing" wordt genoemd, waarbij je systematisch diepe krassen vervangt door ondiepere. Je begint met een grof schuurmiddel dat de freessporen kan egaliseren en vervolgens steeds fijnere korrels maakt totdat de krassen niet meer zichtbaar zijn voor het menselijk oog. Dit is essentieel voor nylon CNC-bewerking en metalen onderdelen.
- Eerste schuren (320-400 korrel): Verwijder de zichtbare gereedschapssporen en sint-jakobsschelpen van het freesproces.
- Tussenschuurmiddel (600-1200 korrel): Glad maken van het oppervlak en voorbereiden op de voorpolijstfase.
- Voorpolijsten (2000-3000 korrel): In dit stadium begint het onderdeel een lichte "nevel" of semi-reflectiviteit te vertonen.
- Eindpolijst (diamantcompound): Gebruik van een roterend gereedschap met een viltblad en diamantpasta om de uiteindelijke spiegeltoestand te bereiken.
Welke rol speelt materiaalselectie bij spiegelafwerking?
Materiaalkeuze is de basis van een spiegelafwerking omdat de moleculaire structuur bepaalt hoe het oppervlak reageert op schuurmiddelen. Hardere metalen zoals roestvrij staal (316L) of gereedschapsstaal (S136) kunnen een veel hoger niveau van "specular" reflectie bereiken dan zachtere materialen zoals aluminium, die kunnen "uitsmeren" als de polijsttemperatuur te hoog wordt.
Bij het werken met cnc-draaiende componenten, moeten we ook rekening houden met de korrelstructuur van het materiaal. Hoogwaardige, vacuüm-ontgasste staal heeft de voorkeur voor spiegelafwerkingen omdat ze de microscopische insluitsels en "speldengaatjes" missen die een afwerking tijdens de laatste polijstfase kunnen verpesten.
- Roestvrij staal (S136): De industriestandaard voor hoogglans injectiemallen.
- Aluminium (6061/7075): Kan een hoge glans bereiken, maar is gevoelig voor oxidatie en krassen.
- Acryl (PMMA): Het beste plastic voor optische helderheid door polijsten.
- Nylon/Polycarbonaat: Vereist gespecialiseerde verbindingen om smelten tijdens hoogsnelheidspolijsten te voorkomen.
Hoe kun je voorkomen dat er "sinaasappelschil" en "putjes" worden tijdens het polijsten?
Sinaasappelschil en putvorming worden voorkomen door de druk en hitte die tijdens het polijstproces ontstaan, te beheersen. Te veel polijsten van een specifiek gebied of het gebruik van overmatige druk zorgt ervoor dat de korrel van het metaal "scheurt" of rimpelt, wat een ongelijke textuur veroorzaakt. Consistente, overlappende slagen en frequente reiniging van het werkstuk zijn de belangrijkste verdedigingen tegen deze gebreken.
Tip: Verander altijd je polijstrichting met 90 graden bij het wisselen van de ene korrel naar de andere. Dit stelt je in staat te zien of je de krassen van de vorige, grovere korrel volledig hebt verwijderd.
Welke apparatuur is nodig voor professioneel spiegelpolijsten?

Professioneel spiegelpolijsten vereist een combinatie van hogesnelheidsroterende gereedschappen, gekalibreerde schuurmedia en precisiemeetinstrumenten. Hoewel handpolijsten gebruikelijk is voor complexe geometrieën, worden geautomatiseerde systemen of "ultrasone polijsters" gebruikt voor hoogconsistente cnc-draai- en matrijstoepassingen.
- Roterende micro-molenmachines: Essentieel voor detailwerk in krappe hoeken.
- Ultrasone polijsters: Gebruikt hoogfrequente trillingen om fijne afwerkingen te bereiken zonder de warmteopbouw van roterende gereedschappen.
- Diamantpolijstpasta's: Verkrijgbaar in verschillende micronmaten (bijv. 15-micron voor voorpolijst, 1-micron voor de eindspiegel).
- Vilt Bobs and Laps: De "dragers" voor het polijstmiddel.
Hoe verifieer je de kwaliteit van een spiegelafwerking?
De verificatie gebeurt door een combinatie van visuele inspectie onder hoogintensief licht en kwantitatieve metingen met een profilometer. Een echte spiegelafwerking moet vrij zijn van "nevel", "wervelmarkeringen" en "komeetstaarten" (kleine strepen die uit een microscopische inclusie komen).
In een productieomgeving gebruiken we "limietmonsters" of "gouden monsters" om consistentie tussen batches te waarborgen. Als het onderdeel een optisch onderdeel is, kunnen we ook een laserreflectiviteitstest gebruiken om te garanderen dat de lichtverstrooiing binnen de toegestane tolerantie van de ontwerpspecificatie valt.
Welke polijstmiddelen werken het beste voor verschillende metalen?
De "beste" verbinding hangt af van de hardheid van het metaal en de gewenste uiteindelijke kleur van de reflectie. Zo is chroomoxide (green rouge) uitstekend voor roestvrij staal, terwijl aluminiumoxide (white rouge) beter geschikt is voor aluminium en zachtere non-ferrometalen.
Wat zijn de veelvoorkomende fouten bij CNC polijsten na het frezen?
De meest voorkomende fout is het overslaan van korrelgroottes in een poging sneller de finish te bereiken. Als je direct van korrel 400 naar korrel 1000 gaat, kun je de diepe krassen van korrel 400 niet verwijderen. Deze krassen blijven zichtbaar als "spooklijnen", zelfs nadat het onderdeel een hoogglans heeft gekregen.
Een andere veelvoorkomende fout is besmetting. Als er één korrel van 400-grit zand op je 3000-grit poetsdoek komt, werkt het als een mes en ontstaat er diepe nieuwe krassen op je bijna afgewerkte oppervlak. We houden elk korrel waterpas in een aparte, afgesloten container om kruisbesmetting te voorkomen.