
M-code in CNC-bewerking: wat het is, hoe het werkt en veelvoorkomende commando's
In CNC-bewerking vertelt G-code de machine hoe te bewegen—het gereedschapspad, coördinaten, feeds en bogen. M-code vertelt de machine hoe te draaien—spoel starten/stoppen, koelvloeistofregeling, gereedschapswisselingen, programmapauzes en andere hulpacties die het snijden ondersteunen. Samen vormen ze de praktische "taal" die een CAM-gereedschapspad omzet in een echte, herhaalbare bewerkingscyclus.
Bij SunOn behandelen we M-code als een productiecontrolelaag: het vormt de geometrie niet direct, maar beïnvloedt sterk cyclustijd, stabiliteit, veiligheid, afwerkingsconsistentie en algehele betrouwbaarheid—vooral wanneer een onderdeel meerdere gereedschappen, opstellingen of koelvloeistofstrategieën vereist.
Wat is M-code?
M-code (vaak genoemd Machinecode of Diverse code) is een set CNC-commando's die worden gebruikt om machinefuncties te bedienen niet direct gerelateerd aan de beweging van het gereedschap—bijvoorbeeld het aan/uitzetten van de spil, koelvloeistof inschakelen, het programma pauzeren of het beëindigen van het werk.
In een typisch CNC-programma:
-
G-codes beheren bewegingsgedrag (snelle beweging, lineaire snede, boog, boorcyclus, enz.).
-
M-codes beheren machinegedrag (spil, koelvloeistof, stoppen, gereedschapswisselroutines, programma-einde).
Waarom M-code belangrijk is in de echte productie
Zelfs als je CAM-software automatisch code genereert, zijn M-codes nog steeds cruciaal omdat ze zaken aansturen die direct invloed hebben op de kwaliteit van onderdelen en de werkplaatsefficiëntie:
-
Thermische controle en oppervlakteafwerking: het op het juiste moment aan- en uitzetten van koelvloeistof vermindert de hitte en helpt slechte afwerking of slijtage van het gereedschap te voorkomen.
-
Veiligheid en botsingsvermijding: gecontroleerde pauzes, veilige intrekken en correcte gereedschapswisselsequenties verminderen het crashrisico.
-
Stabiele automatisering: consistente tool-wissel en spindellogica bevorderen herhaalbaarheid over batches heen.
-
Kosten en levertijd: onnodige stops en inefficiënte timing van de spil/koelvloeistof kunnen aanzienlijke cyclustijd toevoegen over volumeruns.
3ERP beschrijft M-code als de set commando's die deze niet-snijdende functies (koelvloeistofstroom, gereedschapsgedrag en programmabeheer) afhandelen.
M-Code vs G-Code
Een eenvoudige manier om de splitsing te onthouden:
-
G = Geometrie / beweging
-
M = Machinefuncties
3ERP's CNC-programmeerrichtlijnen benadrukt dat G-codes beweging aansturen, terwijl M-codes functionele operaties zoals koelvloeistofstroom of gereedschapswisselgedrag aansturen.
In de praktijk zijn ze nauw met elkaar verbonden: een veilige snijbeweging vereist vaak een correcte M-code-volgorde ervan vooraf (spil aan, koelvloeistof aan, correct gereedschap geladen), en een gecontroleerd uiteinde vereist M-codes daarna (koelvloeistof uit, spilstop, programma-einde).
Veelvoorkomende M-codes die je vaak zult zien
Verschillende CNC-controllers kunnen variëren, maar veel werkplaatsen gebruiken regelmatig een "kernset" van M-codes.
Programma-stops en -eindes.
-
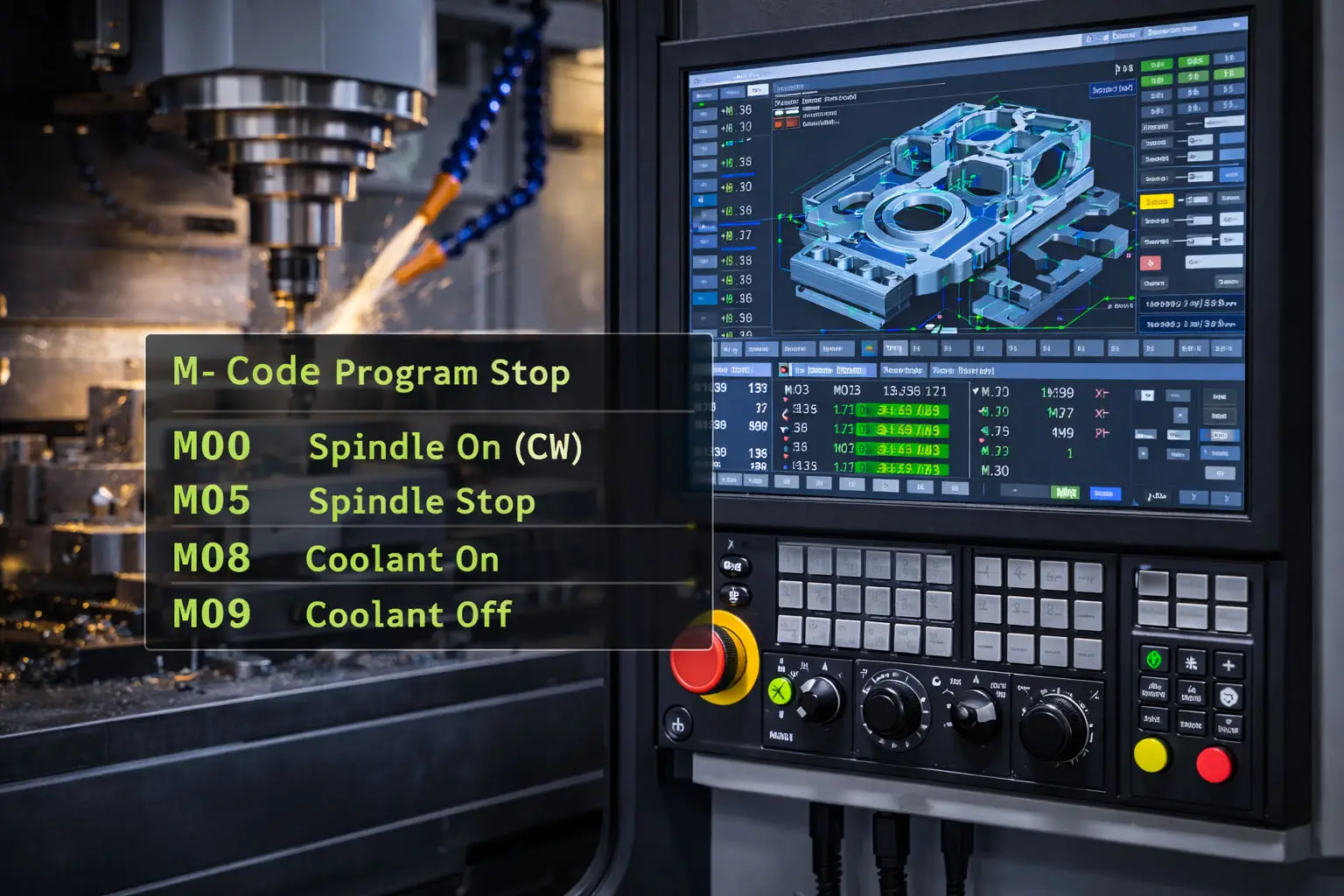
M00: Program stop (verplichte pauze)
-
M01: Optionele stop (alleen als optionele stop is ingeschakeld)
-
M02 / M30: Programma einde (M30 eindigt vaak en spoelt terug)
Spilbesturing
-
M03: Spil aan (met de klok mee)
-
M05: Spilstop
Koelvloeistofregeling
-
M08: Koelvloeistof aan
-
M09: Koelvloeistof uit
Deze voorbeelden worden vaak aangehaald in CNC-referenties en in de CNC-overzichten van 3ERP, maar de exacte betekenis kan per machine/besturingsfamilie verschillen.
Een belangrijke realiteit: M-codes zijn niet altijd universeel
In tegenstelling tot "pure" concepten zoals X/Y/Z-positionering, kunnen
-
CNC-controller merk (Fanuc-stijl, Haas-stijl, Siemens, Heidenhain, enz.)
-
Machinetype (frees vs draaibank vs freesdraaier)
-
Shop-specifieke macro's en opties die op de machine zijn geïnstalleerd
3ERP merkt op dat codesemantiek kan variëren en dat zelfs opmaak zoals M01 versus M1 per machine kan verschillen.
Wat dit betekent voor kopers: als je een programma tussen winkels (of tussen machines) stuurt, is het normaal dat je post-processor wijzigingen en een snelle verificatieronde nodig hebt.
Hoe CAM-software M-codes gebruikt
De meeste ingenieurs schrijven geen volledige M-code programma's meer met de hand. In plaats daarvan, CAM-software:
-
Genereert gereedschapspaden (geometrie en beweging)
-
Gebruikt een post-processor om uitvoer voor een doelcontroller te formatteren
-
Inserts vereisten M-codes voor gereedschapswisselingen, spindel-/koelvloeistoflogica en programmastructuur
3ERP De CNC-programmeerbesprekingen van ERP benadrukken dat CAM-uitvoer afhankelijk is van G- en M-codes samen om zowel bewegings- als machinebedieningsinstructies te leveren.
Best Practices voor het veilig gebruiken van M-Code
Als je CNC-uitvoer bekijkt (zelfs als niet-programmeur), zijn dit praktische controles die veelvoorkomende problemen voorkomen:
1) Bevestig de spindel- en koelvloeistoflogica rond snijbewegingen
Zoek op:
-
spindle start voor de eerste feed-beweging
-
koelvloeistofstart
voor zwaar snijden (indien nodig) -
koelvloeistof uit aan het einde, niet halverwege de snede.
2) Vermijd onnodige stops die de cyclustijd opblazen
Optionele stops kunnen helpen tijdens het bewijzen, maar ze kunnen de productie vertragen als ze zonder reden ingeschakeld blijven.
3) Gebruik consistente "end-of-program housekeeping"
Een schone afsluiting omvat vaak: koelvloeistof → spil stop → terugtrekken naar veilige positie → programma-einde.
4) Valideer het gedrag van toolwijzigingen en offsets
Tool-change M-codes triggeren vaak machine-specifieke macro's. Als iets inconsistent aanvoelt tussen runs, zit het probleem hier vaak en niet in de geometrische moves.
Hoe SunOn M-code-denken toepast op productieruns
Wanneer een taak van prototype naar stabiel volume gaat, letten we op M-code-gerelateerd gedrag dat de consistentie beïnvloedt:
-
Koelmiddelstrategie: verschillende bewerkingen kunnen verschillende koelmiddeltimings vereisen om warmte en chipafvoer te beheren
-
Efficiëntie van gereedschapswissel: het minimaliseren van onnodige gereedschapswisselingen verbetert de cyclustijd zonder in te leveren op kwaliteit
-
Processtabiliteit: gecontroleerde pauzes alleen waar het risico wordt verminderd (controles van het eerste artikel, kritieke overgangen)
-
Herhaalbare programmastructuur: consistente start/end-routines versnellen probleemoplossing en verminderen variabiliteit
.