
Wat zijn koellichamen en hoe worden ze gemaakt? Een praktische Productiegids
Elektronische producten worden steeds kleiner, sneller en energiedichter. Dat creëert één voorspelbare uitdaging:
Op SunOn ondersteunen wij klanten die koellichamen en thermische componenten met consistente kwaliteit nodig hebben—vaak als onderdeel van een bredere constructie die CNC-bewerking, plaatmetaal, kunststof en assemblage, omvat. Dit artikel legt uit wat koellichamen doen, de veelvoorkomende types en de belangrijkste productieprocessen die worden gebruikt om ze te maken – zodat je een ontwerp kunt kiezen dat past bij prestatiedoelen, budget en productieschaal.
Wat een koellichaam doet
Een koellichaam is een passieve warmtewisselaar. Het voert warmte over van een heet oppervlak (zoals een CPU, stroommodule, LED of motorcontroller) naar een vloeibaar medium—meestal lucht—zodat het apparaat binnen een veilige temperatuurrange kan draaien.
De meeste koelputten hebben twee kernfuncties:
-
Een vlakke basis die contact maakt met de warmtebron
-
vinnen (of pinnen) die het oppervlak vergroten en helpen warmte sneller te verspreiden
Zelfs met een goed ontworpen koellichaam is de verbinding tussen het apparaat en het koellichaam van belang. Thermische interfacematerialen (TIMs)—zoals thermische pasta, pads of lijm—helpen micro-gaten op te vullen en de warmteoverdracht te verbeteren.
Waarom koellichamen meestal van aluminium of koper zijn.
Materiaalkeuze bepaalt de thermische prestaties, het gewicht en de kosten. De meeste koellichamen gebruiken aluminium of koper omdat beide warmte goed geleiden.
Aluminium koellichamen
Aluminium is populair omdat het licht, kosteneffectief en eenvoudig op schaal te produceren is. Veel koellichamen gebruiken aluminiumlegeringen zoals 1050 en 6060/6061/6063, afhankelijk van sterkte, vormbaarheid en geleidbaarheidsbehoeften.
Koperen koellichamen
Koper biedt een hogere thermische geleidbaarheid dan aluminium, wat kan helpen bij ontwerpen met een hoge warmteflux, maar het is zwaarder en meestal duurder.
In echte projecten is het gebruikelijk hybride ontwerpen te zien (bijvoorbeeld een aluminium vinstructuur met een koperen basis of kern) wanneer de prestatiebehoeften hoger zijn dan wat een volledig aluminium onderdeel kan leveren.
Veelvoorkomende soorten koelafvoer (en wanneer ze passen)
De geometrie van het koellichaam wordt gekozen op basis van luchtstroom, beschikbare ruimte en benodigde koelcapaciteit:
-
Straight-fin koellichamen: klassieke parallelle vinnen; eenvoudig, veel gebruikt
-
Pin-vin koellichamen: beter wanneer de luchtstroomrichting variabel is; goed voor compacte ontwerpen
-
Skived-fin / high-fin-density ontwerpen: groter oppervlak voor sterkere koeling in geforceerde-luchtsystemen (ventilatoren)
Als je systeem een ventilator heeft, kan een hogere vinnendichtheid vaak helpen—zolang de luchtstroom door de vinkanalen kan passeren zonder overmatig drukverlies.
Hoe koelafscheiders worden gemaakt: Belangrijkste productiemethoden
Er bestaan verschillende productieroutes omdat koelafworpen sterk variëren: van goedkope geëxtrudeerde profielen tot precisie-bewerkte koude platen. Hieronder staan de meest voorkomende methoden die fabrikanten gebruiken.
1) Aluminium extrusie
Extrusie is een van de meest gebruikte manieren om aluminium koellichamen te maken. Een verwarmde aluminium billet wordt door een matrijs geduwd om een continu profiel met vinnen te vormen, waarna op lengte wordt gesneden. Extrusie is kostenefficiënt voor middelgrote tot grote volumes, vooral wanneer de warmtewissel een consistente doorsnede kan gebruiken.
Beste pasvorm:
-
Standaard vinprofielen
-
Goede kostenbeheersing in volume
-
Ontwerpen die geen complexe 3D-vinvormen vereisen
Typische volgende stappen na extrusie:
-
CNC-bewerking voor gaten, pockets, montageonderdelen
-
Oppervlakteafwerking (vaak anodiseren)
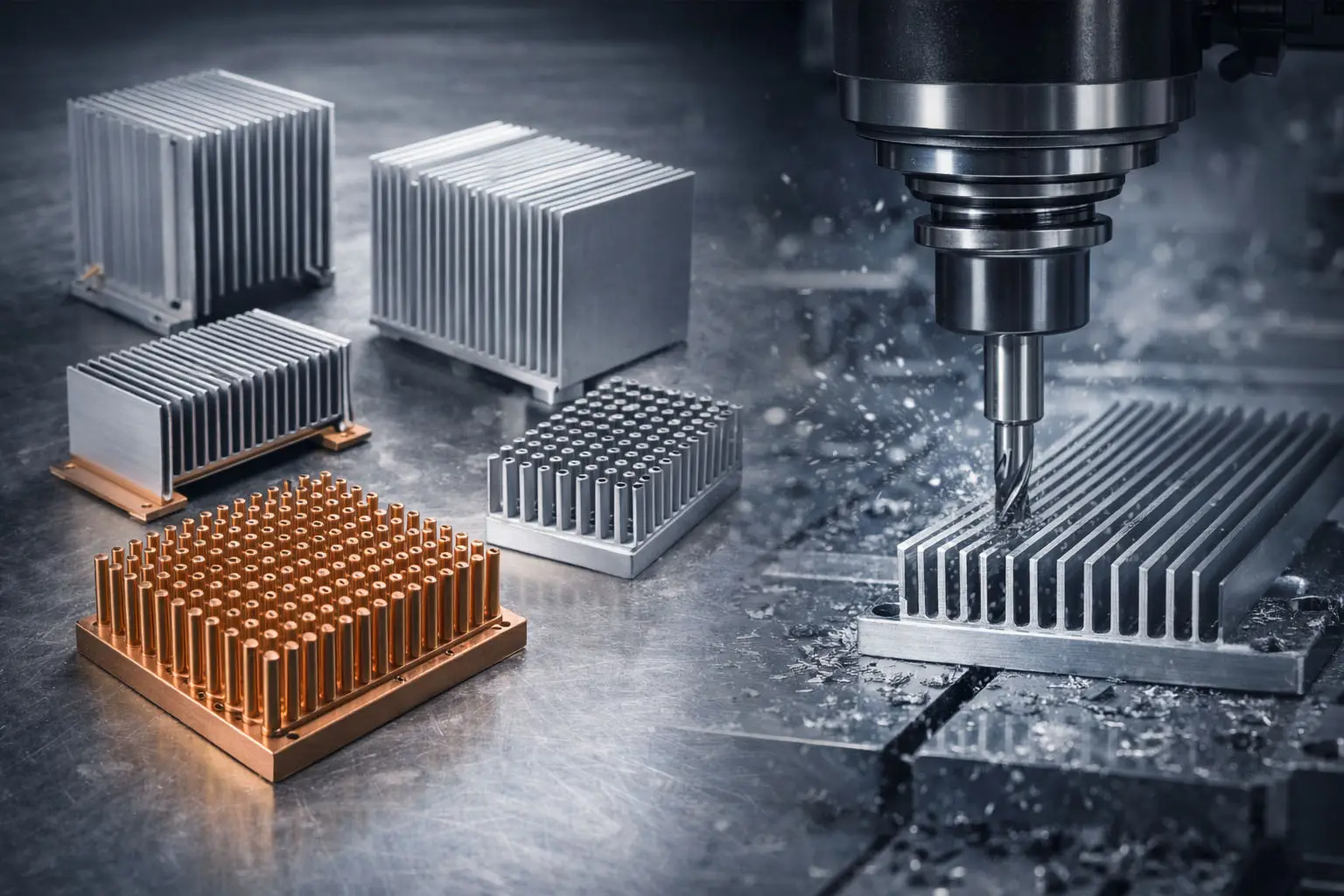
2) CNC-bewerking (frezen/draaien)
CNC-bewerking is ideaal voor koellichamen die
Beste pasvorm:
-
Aangepast, laag tot midden volume
-
Prototypes, technische wijzigingen
-
Koellichamen die montagebossen, schroefgaten en uitlijningsfuncties integreren
3) Stempelgieten
Gietgieten vormt warmtewissels door gesmolten metaal in een mal te injecteren. Het kan complexe vormen en geïntegreerde functies creëren in één proces. Deze methode wordt veel gebruikt in consumentenelektronica en verlichting wanneer het ontwerp profiteert van een netvormig onderdeel en de productievolumes het gebruik van gereedschap rechtvaardigen.
Beste pasvorm:
-
Projecten met een hoog volume
-
Complexe vormen die secundaire bewerking verminderen
-
Kostengevoelige programma's op schaal
4) Bonded-fin koellichamen
Gebonden koellichamen bevestigen vinnen aan een basis met behulp van een geleidende lijm- of vergelijkbare verbindingsmethode, waardoor
Beste pasvorm:
-
Hoge vindichtheidsvereisten
-
Geforceerde-luchtkoelsystemen
-
Ontwerpen die meer oppervlak nodig hebben in een vaste footprint
5) Skiving (spant-vin koellichamen)
Schuin snijdt mechanisch dunne vinnen uit een massief metalen blok, waardoor zeer dichte vinnen ontstaan terwijl het uitstekende thermische contact tussen basis en vinnen behouden blijft. Deze aanpak wordt vaak gekozen voor prestatiegerichte koellichamen waarbij de vinnendichtheid van belang is.
Beste pasvorm:
-
Ontwerpen met hogere prestaties
-
Compacte ruimtes met geforceerde luchtstroom
-
Projecten die hogere eenheidskosten kunnen accepteren
6) Koude platen en vloeistofgekoelde oplossingen (wanneer lucht niet genoeg is)
Wanneer de luchtstroom beperkt is of de vermogensdichtheid hoog is, kan een warmtelichaam verschuiven naar een
Oppervlaktebehandelingen en afwerkingsopties
Afmaken is niet alleen cosmetisch. Het kan de corrosiebestendigheid verbeteren en de consistentie in zware omgevingen bevorderen.
Veelvoorkomende eindroutes:
-
anodiseren (aluminium): corrosiebescherming en uiterlijkscontrole
-
Plating (koper of hybride): oxidatiecontrole en oppervlaktestabiliteit
-
Bead blasting / brushing: uiterlijk en lichte oppervlakteuniformiteit
-
Vlakheid afwerking op de basis: verbetert de contactkwaliteit voor TIM en montage
Ontwerpfactoren die de prestaties bepalen
De prestaties van een koellichaam hangen af van meer dan alleen "meer vinnen."
Belangrijke factoren zijn onder andere:
-
Thermische weerstand (°C/W) van apparaat naar omgevingslucht
-
Luchtstroomsnelheid en -richting (natuurlijke convectie versus geforceerde lucht met een ventilator)
-
Basiscontactkwaliteit (vlakheid, montagedruk, TIM-selectie)
-
Finafstand (te dicht kan de luchtstroom verstikken; te open kan oppervlakte verspillen)
In de maakindustrie kijken we ook naar:
-
Kan het ontwerp geëxtrudeerd worden, of moet het bewerken/gieten?
-
Zijn er dunne vinnen die het risico op schroot verhogen?
-
Vereisen montagefuncties nauwe positietoleranties?
Hoe SunOn de productie van warmteboren ondersteunt
Voor klanten die elektronica, verlichting en industriële assemblages bouwen, helpen wij doorgaans met:
-
DFM-review om de geometrie van de warmtewissel af te stemmen op het juiste proces (extrusie, CNC, gieten, gebonden, spolen)
-
Materiaalsuggesties (aluminiumlegering versus koper versus hybride) gebaseerd op warmtebelasting en omgeving
-
Secundaire bewerking voor montagekenmerken, schroefdraad en assemblage-interfaces
-
Afwerkingscoördinatie (anodiseren, platen, oppervlaktevoorbereiding) voor een consistente uitstraling en bescherming
Als je je vermogensverbruik, ruimtebeperkingen, luchtstroomcondities en montagemethode deelt, kunnen we een productieroute aanbevelen die prestaties, kosten en levertijd in balans brengt.