
Het bereiken van ±0,1 mm precisie in 3D-printen: technologieën en tips
Het bereiken van ±0,1 mm precisie in 3D-printen is mogelijk door gebruik te maken van industriële additieve productietechnologieën zoals stereolithografie (SLA) en selectieve lasersintering (SLS). Succes in het halen van deze nauwe toleranties vereist een combinatie van hoogresolutie laseroptiek, streng gecontroleerde thermische omgevingen en deskundig ontwerp voor vervaardigbaarheid (DFM) om materiaalkrimp te compenseren. Voor B2B-engineeringteams zorgt het bereiken van dit nauwkeurigheidsniveau ervoor dat 3D-geprinte prototypes correct functioneren in complexe assemblages, waardoor het risico op dure ontwerpwijzigingen vóór massaproductie wordt verminderd.

Industriële Technologieën Geschikt voor Hoogprecisie 3D-printen
Niet alle methoden van additive productie kunnen voldoen aan de strenge eisen van industriële toleranties. Hoewel desktop FDM-printers uitstekend zijn voor conceptmodellering in een vroeg stadium, worstelen ze vaak met de dimensionale stabiliteit die vereist is voor professionele engineering. Hoogwaardige 3D-printdiensten zijn afhankelijk van industriële platforms die consistentie behouden over de hele bouwplaat. Deze machines gebruiken geavanceerde sensoren om de bouwomgeving in realtime te monitoren en parameters aan te passen zodat elke laag voldoet aan de oorspronkelijke CAD-specificaties.
De juiste technologie kiezen is de eerste stap om ervoor te zorgen dat je onderdelen passen zoals bedoeld. Bij SunOn maken we gebruik van hoogwaardige industriële systemen om de nauwkeurigheid te leveren die nodig is voor
Stereolithografie (SLA) voor superieure X-Y-resolutie
SLA wordt algemeen beschouwd als de meest nauwkeurige 3D-printtechnologie voor visuele en gedetailleerde componenten. Het werkt door een UV-laser te gebruiken om vloeibare fotopolymeerhars laag voor laag uit te harden. Omdat de laserspot zo klein kan zijn als 0,05 mm, kan SLA ingewikkelde kenmerken vastleggen die andere methoden missen. Deze precisie maakt het de primaire keuze voor medisch apparaat prototype 3D-printen, waarbij anatomische modellen of chirurgische gidsen patiëntgegevens met uiterste nauwkeurigheid moeten matchen.
De vloeibare aard van de hars draagt ook bij aan superieure oppervlakteafwerkingen. In tegenstelling tot poedergebaseerde systemen zijn SLA-onderdelen bijna isotroop, wat betekent dat ze consistente sterkte en afmetingen in alle richtingen hebben. Ingenieurs moeten echter rekening houden met de chemische krimp die optreedt tijdens het UV-uithardingsproces. Professionele servicebureaus gebruiken eigen offset in hun snijsoftware om bepaalde afmetingen te "overbouwen", zodat het eindonderdeel precies op het ±0,1 mm doel terechtkomt.
Selectieve Laser Sintering (SLS) voor dimensionale stabiliteit
SLS gebruikt een krachtige laser om thermoplastisch poeder te fuseren, meestal Nylon PA12. Hoewel SLA uitblinkt in fijne details, wordt SLS vaak geprefereerd voor functionele
Het bereiken van ±0,1 mm in SLS vereist meesterlijk thermisch beheer. De bouwkamer wordt net onder het smeltpunt van het poeder verwarmd. Als het koelproces te snel of ongelijk is, kunnen de onderdelen vervormen of "chips" veroorzaken, wat leidt tot afmetingen. Industriële SLS-operators beheren dit door gebruik te maken van gecontroleerde "cool-down" cycli die net zo lang kunnen meegaan als de print zelf. Dit geduld zorgt ervoor dat interne spanningen worden geneutraliseerd, wat resulteert in nauwkeurige 3D-geprinte onderdelen die hun vorm in de loop van de tijd behouden.
Factoren die de dimensionale nauwkeurigheid in additieve productie beïnvloeden
Dimensionale nauwkeurigheid in additive manufacturing is geen statisch getal; het is het resultaat van verschillende wisselende variabelen. Een tolerantiegids voor 3D-printen moet meer bevatten dan alleen machinespecificaties. Het moet rekening houden met materiaalgedrag, geometrische complexiteit en de specifieke parameters die tijdens de bouw worden gebruikt. Grote, vlakke oppervlakken zijn bijvoorbeeld gevoeliger voor kromtrekken dan kleine, geribbelde structuren. Het begrijpen van deze fysica-gebaseerde beperkingen is wat ervaren R&D-teams onderscheidt van degenen die voortdurend te maken hebben met assemblagefouten.
Sourcingmanagers moeten beseffen dat "precisie" een gezamenlijke inspanning is tussen de ontwerper en de fabrikant. Wanneer je hoogprecisie 3D-printdiensten aanvraagt, koop je in feite het vermogen van de fabrikant om deze variabelen te voorspellen en te compenseren. Bij SunOn identificeert ons door DFM geleide offerteproces potentiële nauwkeurigheidsrisico's voordat we de machines starten, waardoor we kleine ontwerpaanpassingen kunnen voorstellen die leiden tot veel betere dimensionale resultaten.
Materiaalkrimp en thermische contractiefactoren
Elk materiaal dat in 3D-printen wordt gebruikt, ondergaat een faseverandering, van vloeibaar naar vast of van een gesmolten naar een geharde. Tijdens deze overgang krimpt het materiaal vanzelf. Als een materiaal een krimppercentage van 1% heeft, zal een onderdeel van 100 mm uiteindelijk 99 mm zijn als er geen compensatie wordt toegepast. Hoogprecisiediensten gebruiken geavanceerde materiaaldatasheets om precieze schaalfactoren toe te passen op het CAD-model vóór het printen.
Thermische contractie is bijzonder uitdagend bij metaal 3D-printen of hoogtemperatuurplastics. Naarmate het onderdeel afkoelt van honderden graden tot kamertemperatuur, trekken de buitenste lagen sneller samen dan de kern. Deze delta kan kenmerken uit lijn trekken. Het gebruik van materialen met lagere thermische expansiecoëfficiënten of het optimaliseren van het "arcering"-patroon van de laser kan deze effecten aanzienlijk beperken, waardoor het onderdeel binnen het ±0,1 mm venster blijft.
De rol van onderdeeloriëntatie en ondersteunende structuren
Hoe een onderdeel in de machine zit—de oriëntatie—beïnvloedt direct de nauwkeurigheid. In SLA kan het oriënteren van een onderdeel onder een hoek van 45 graden de oppervlakteafwerking verbeteren, maar het kan lichte trapstappen veroorzaken bij kritieke diameters. Omgekeerd resulteert het verticaal printen van een gat meestal in een betere ronding dan het horizontaal printen. Ondersteunende structuren spelen ook een dubbele functie: ze houden het onderdeel op zijn plaats en fungeren als warmteafvoer om thermische energie van het onderdeel weg te trekken, waardoor lokale vervorming wordt voorkomen.
Strategische ondersteuningsplaatsing is een kunstvorm in aangepaste 3D-geprinte prototypes. Als steunen te dik zijn, zijn ze moeilijk te verwijderen en kunnen littekens achterlaten die zwaar geschuurd moeten worden, wat de uiteindelijke afmetingen verandert. Als ze te dun zijn, kan het onderdeel tijdens het bouwen verschuiven. Ervaren technici balanceren deze factoren af om ervoor te zorgen dat het onderdeel gedurende het hele additieve proces stabiel blijft, waarbij de beoogde toleranties behouden blijven.
SunOn's kwaliteitscontrole: Verificatie van ±0,1mm tolerantiestandaarden
Precisie claimen is eenvoudig; het bewijzen vereist een geavanceerde kwaliteitsborgingsinfrastructuur. In de B2B-productiewereld is "vertrouwen, maar verifiëren" de standaardprocedure. Wanneer we onderdelen leveren voor medische of auto-toepassingen, onderbouwen we onze claims met data. Het kwaliteitscontrolelaboratorium van SunOn maakt gebruik van een reeks hoogprecisie-metrologische instrumenten om ervoor te zorgen dat elk onderdeel dat onze faciliteit verlaat voldoet aan de specifieke tolerantie-eisen van de klant.
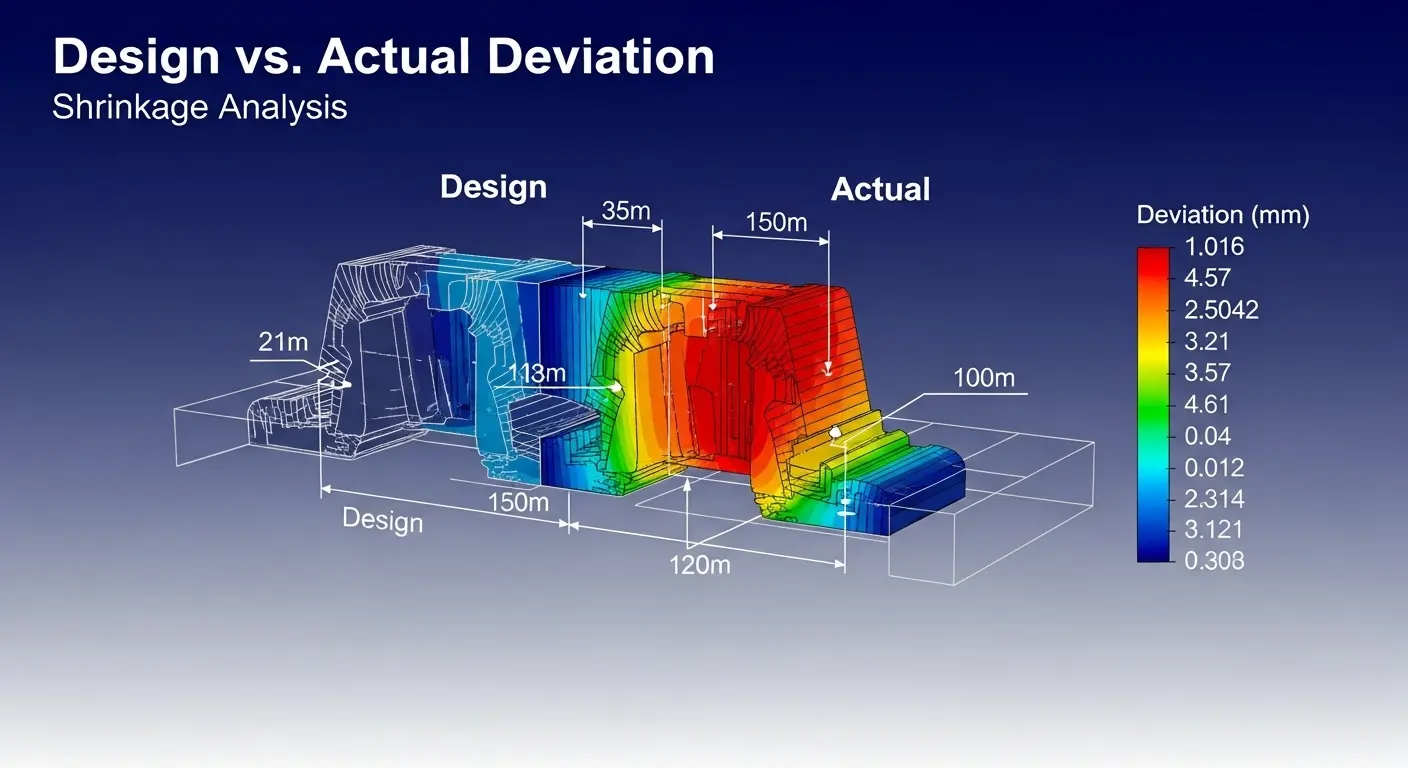
We maken gebruik van coördinatenmeetmachines (CMM) en 3D-optische scanners om het fysieke onderdeel te vergelijken met het originele digitale CAD-bestand. Dit creëert een "heatmap" van afwijkingen. Als een onderdeel een consistente drift in één richting vertoont, kunnen we die data gebruiken om onze kalibratie voor de volgende batch te verfijnen. Dit gesloten-circuit kwaliteitssysteem is de reden waarom wij een voorkeurspartner zijn voor wereldwijde merken die zich de risico's van ongeverifieerde "buitenlandse" inkoop niet kunnen veroorloven.
Pro-tips voor het ontwerpen van hoogprecisie 3D-geprinte onderdelen
Om de beste resultaten te behalen met hoogprecisie 3D-printdiensten, moeten ingenieurs enkele "precisie-eerst" ontwerpprincipes volgen. Ten eerste, ontwerp altijd op de specifieke beperkingen van de technologie. Als je bijvoorbeeld een ±0,1 mm pasvorm op een as en een gat nodig hebt, overweeg dan om het gat iets groter te ontwerpen om rekening te houden met de "over-uitharding" die vaak voorkomt bij harsprinten. Dit is een standaard DFM-praktijk die ervoor zorgt dat onderdelen soepel in elkaar schuiven zonder handmatig vijlen.
Ten tweede, voeg ribben en gussets toe om structurele stijfheid te bieden. Platte, dunne platen zijn de vijand van precisie in 3D-printen, omdat ze het meest geneigd zijn om te kromtrekken. Door kleine structurele steunen aan het ontwerp toe te voegen, verhoog je de weerstand van het onderdeel tegen thermische en chemische spanningen. Communiceer tenslotte altijd je "kritieke dimensies" aan je leverancier. Niet elke afmeting van een onderdeel hoeft ±0,1 mm te zijn; Door de 2 of 3 functies te identificeren die echt belangrijk zijn voor de assemblage, kun je de fabrikant de bouworiëntatie specifiek optimaliseren voor die functies.
FAQ: Nauwkeurigheid en precisie in additive manufacturing
Welke 3D-printtechnologie is het meest nauwkeurig?
SLA (stereolithografie) wordt over het algemeen beschouwd als de meest nauwkeurige 3D-printtechnologie voor kleine tot middelgrote delen. Het gebruik van een sterk gefocuste UV-laser en vloeibare hars stelt het in staat consistente toleranties van ±0,1 mm en uitzonderlijke oppervlaktedetails te bereiken, waardoor het ideaal is voor elektronica en medische prototypes.
Wat zijn de standaardtoleranties voor 3D-geprinte onderdelen?
Standaard industriële 3D-printtoleranties variëren doorgaans van ±0,1 mm tot ±0,3 mm, afhankelijk van het proces. Hoewel ±0,1 mm onder gecontroleerde omstandigheden met SLA en SLS haalbaar is, is een meer gebruikelijke "veilige" tolerantie voor algemeen prototypen ±0,2 mm. Raadpleeg altijd de handleiding voor 3D printtoleranties voordat u een ontwerp definitief maakt.
Hoe compenseer je krimp bij 3D-printen?
Krimp wordt gecompenseerd door een "schaalfactor" toe te passen op het CAD-model in de snijsoftware. Deze factor wordt berekend op basis van historische gegevens voor een specifieke combinatie van materiaal en machine. Voor hoogprecisieonderdelen wordt vaak een testprint uitgevoerd om de exacte krimpsnelheid vóór de uiteindelijke productierun te bepalen.
Beïnvloedt de laaghoogte de dimensionale nauwkeurigheid?
De laaghoogte beïnvloedt voornamelijk de Z-as resolutie en de gladheid van gebogen oppervlakken (trap-stap), maar heeft een kleinere invloed op de nauwkeurigheid van de X-Y dimensie. Dunnere lagen kunnen echter leiden tot meer totale "hittecycli" of UV-blootstelling tijdens de bouw, wat de interne spanningen en het risico op kromtrekken licht kan verhogen.
Kan 3D-printen dezelfde toleranties halen als CNC-bewerking?
Hoewel hoogprecisie 3D-printen ±0,1 mm kan halen, blijft CNC-bewerking superieur voor extreme nauwkeurigheid en bereikt vaak ±0,01 mm. Voor onderdelen die "metaal-naar-metaal" passen of lagerzittingen vereisen, raden we vaak aan het grootste deel van het onderdeel 3D-te printen en vervolgens CNC-bewerking te gebruiken voor secundaire afwerking op kritieke onderdelen.
Hoe beïnvloedt de onderdeelgrootte de nauwkeurigheid van 3D-printen?
Naarmate de onderdeelgrootte toeneemt, neemt de absolute fout meestal ook toe. Veel industriële normen definiëren nauwkeurigheid als een vast getal plus een percentage van de afmetingen (bijvoorbeeld ±0,1 mm + 0,1% van de lengte). Grote onderdelen zijn gevoeliger voor thermische gradiënten door de bouwkamer, waardoor ze moeilijker te behouden zijn binnen strakke toleranties dan kleine componenten.
Conclusie: Precisie als concurrentievoordeel
Het bereiken van ±0,1 mm precisie in 3D-printen is geen mythe meer; het is een standaard industriële capaciteit voor degenen met de juiste technologie en expertise. Door de juiste methode te kiezen—SLA voor detail of SLS voor duurzaamheid—en strenge DFM-principes toe te passen, kunnen ingenieurs prototypes maken die de nauwkeurigheid van de uiteindelijke productieonderdelen weerspiegelen. Deze precisie verkleint de "iteratiekloof", waardoor hardwaremerken met aanzienlijk meer vertrouwen van concept naar markt kunnen gaan.
SunOn Industrial Group zet zich in om de technische diepgang en kwaliteitscontrole te bieden die nodig zijn voor B2B-projecten met hoge inzet. We drukken niet alleen onderdelen; Wij ontwerpen oplossingen die voldoen aan de meest veeleisende wereldwijde normen. Onze toewijding aan geverifieerde nauwkeurigheid en transparante documentatie maakt ons de ideale partner voor uw volgende hoogprecisieproject.
Heb je een project dat prototypes met strakke toleranties vereist? Neem vandaag nog contact op met het SunOn engineeringteam voor een gedetailleerde DFM-review en zie hoe wij u kunnen helpen ±0,1 mm precisie te bereiken voor uw kritieke componenten.